«Алтайский геофизический завод» презентовал токарный станок с ЧПУ собственного производства − модель «БСС-16Ф3М»

Это событие можно назвать историческим, ничего подобного в Алтайском крае не было уже много лет. В цехе №8 Алтайского геофизического завода 22 сентября презентовали современный станок собственной разработки.
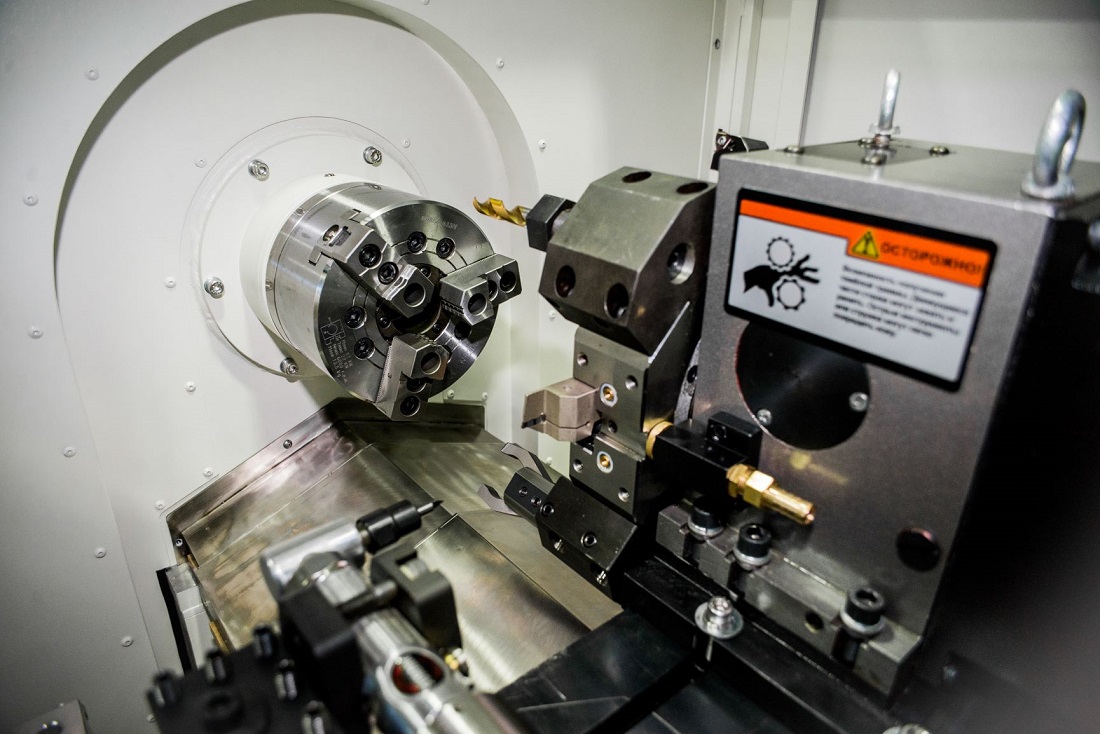
Токарный станок БСС-16Ф3М с ЧПУ и точностью обработки в 10 микронов предназначен для изготовления мало- и среднеразмерных деталей повышенной (высокой) точности.
Область применения: авиа-, судостроение, приборостроение, машиностроение, оборонная промышленность, производство медтехники, пищевого оборудования и др. Разработана станина из композитных материалов и модульная элементная база с микросборками, характерными для военной продукции.

Особенности станка БСС-16Ф3М от «Барнаулстанкострой»:
- Электронная и механическая части станка под управлением операционной системы Fanuc 0i TF обеспечивают точность 0,01 миллиметра, то есть допуск не превышает десяти микронов.
- Станина из композитного материала эффективно поглощает температурные и механические воздействия, обеспечивает стабильность точности изготовления лучше, чем стальные и чугунные станины.
- Автоматическая подача заготовки (прутка) осуществляется через мотор-шпиндель, посредством применения барфидера, либо движением рабочего стола с использованием барпуллера.
- Линейные двигатели обеспечивают более высокую точность (цифровую) перемещений рабочего стола и инструмента, исключают люфт, в отличие от ШВП.
- Магнитные энкодеры обеспечивают наиболее точную и наиболее гибкую управляемость угловыми и линейными перемещениями по сравнению с оптическими и линейными датчиками.

У новых барнаульских станков прекрасное соотношение цены и качества. Если вас интересуют подробности, а также по вопросам приобретения станка собственной разработки «БарнаулСтанкоСтрой» обращайтесь: +7 3852 500-292, stankostroy@rambler.ru
Но более выгодным техперевооружение сделает постановление Правительства России 12-89.
Покупатели смогут получить скидку до 50%. В этом году на субсидии в федеральном бюджете заложили 200 миллионов, в следующем − около 2 миллиардов рублей. Отечественная металлургия растёт и скоро потребует того же от отрасли металлообработки.
Технические данные станка БСС16.Ф3М:
|
№ |
Параметр станка |
Показатель |
|
1 |
Класс точности |
ГОСТ 8-82 |
|
2 |
Мощность привода шпинделя, кВт |
22,2 |
|
3 |
Диапазон частоты вращения шпинделя, мин-1 |
0…15000 |
|
4 |
Количество одновременно управляемых координат |
3 (X, Z, C) |
|
5 |
Тип привода по осям (X, Z) |
Линейный двигатель |
|
6 |
Усилие подачи по оси Х, рабочее/максимальное, кН |
1,8/4,5 |
|
7 |
Усилие подачи по оси Z , рабочее/максимальное, кН |
1,2/3,0 |
|
8 |
Максимальная скорость ускоренного перемещения, по оси Х, мм/мин * |
20000 |
|
9 |
Максимальная скорость ускоренного перемещения, по оси Z, мм/мин* |
20000 |
|
10 |
Диапазон подач по координатам X, Z, мм/об |
0.002...30 |
|
11 |
Частота питающей сети, Гц |
50 |
|
12 |
Напряжение питающей сети, В |
400 |
|
13 |
Диапазон перемещения в продольном направлении (координата Z),мм |
400 |
|
14 |
Диапазон перемещения в поперечном направлении (координата X),мм |
400 |
|
15 |
Трехкулачковый патрон с гидрозажимом, мм |
169 |
|
16 |
Диаметр отверстия в шпинделе, мм |
Ø 42 |
|
17 |
Макс. диаметр обрабатываемого прутка (мм) |
Ø 42 |
|
18 |
Диаметр обработки над направляющими станины, мм |
300 |
|
19 |
Максимальная масса инструмента, кг |
90 |
|
20 |
Максимальная длина обработки, мм |
200 |
|
21 |
Дискретность перемещения стола в ручном режиме РГИ, мм |
0,1; 0,01; 0,001 |
|
22 |
Смена инструмента |
автоматическая |
|
23 |
Время смены инструмента, не более, сек |
2 |
|
24 |
Время подачи и фиксации прутка в рабочей зоне, не более, сек |
2,5 |
|
25 |
Точность позиционирования, мм |
0,002+0.001 |
|
26 |
Повторяемость, мм |
0,002+0.001 |
|
27 |
Размер рабочего стола, по оси Z/X, мм |
300/675 |
|
28 |
Количество/размер Т-образных пазов стола, шт/мм |
3/10 |
|
29 |
Возможность работы с использованием линейной инструментальной плиты (8 позиций рабочего инструмента) |
да |
|
30 |
Возможность работы с использованием автоматической револьверной головки (8 позиций рабочего инструмента) |
да |
|
31 |
Возможность работы с использованием Системы измерения инструмента и контролем системой ЧПУ станка |
да |
|
32 |
Возможность работы с использованием устройства автоматической подачи прутка (барфидер), наличие разъемов подключения и управления системой ЧПУ станка |
да |
|
33 |
Приемник обработанных деталей |
да |
|
34 |
Возможность работы с использованием Конвейера для удаления стружки БСС КУС 25/160П |
да |
|
35 |
Возможность работы с использованием Задней бабки, с перемещением пиноли в автоматическом режиме (программирование) |
да |
|
36 |
Привод пиноли задней бабки |
гидравлический |
|
37 |
Ход пиноли задней бабки, мм |
180 |
|
38 |
Внутренний конус пиноли |
Морзе 3 |
|
39 |
Система подачи СОЖ и возможность подключения насоса СОЖ высокого давления, МПа |
0,7 |
|
40 |
Рабочее давление воздуха в пневмосисте, МПа |
1 |
|
41 |
Рабочее давление в гидросистеме, МПа |
1 - 5 |
|
42 |
Габариты станка, мм, не более(ДхШхВ), без учета приспособления подачи заготовки. |
2040х1290х1550 |
|
43 |
Мощность, потребляемая станком, кВт, не более |
7 |
|
44 |
Время непрерывной работы станка, ч, не более |
12 |
|
45 |
Станина |
Полимербетон (армированный), литой |
|
46 |
Масса станка, кг, не более |
2000 |
|
48 |
Система ЧПУ (специальное программное обеспечение) |
Система ЧПУ «FANUC» (модель 0i-F Type 3,5) |
|
49 |
Интерфейс - русскоязычный |
да |
|
50 |
Ввод-вывод УП с пульта системы |
да |
|
51 |
Разъемы подключения внешних носителей ПО |
RS232C+порт USB, разъём подключения Ethernet |
|
52 |
Графический контроль УП на стойке оператора |
да |
Базовая комплектация станка:
|
№ |
Артикул |
Название |
Кол-во, (компл.) |
|
1 |
БСС16.Ф3М.00.000 |
Токарный станок с ЧПУ БСС16.Ф3М (FANUC) |
|
|
2 |
АСС16.Ф3.00.000Э3 |
ЧПУ Fanuc 0i TF |
1 |
|
3 |
CNC_03_028_01 |
RS232C+порт USB |
1 |
|
|
Bil112S/15000 |
Встраиваемый двигатель Fanuc BiI 112S/15000 отдельные компоненты: ротор, статор, 13НМ, IN=21A 15 КВТ, NN=8500об/мин нмax=15000об/мин, водяное охлаждение, стандартная рубашка охлаждения) |
1 |
|
5 |
N-206 |
3х кулачковый гидравлический патрон N-206 “AUTO Strong” (Максимальный диаметр зажимаемой заготовки кулачками 169мм, массой не более 15кг. Рекомендуемый диаметр заготовки 42мм.) |
1 |
|
6 |
LLQ-D20 |
Барпуллер CNCM механический с цилиндрическим хвостовиком |
1 |
|
7 |
LMV110-30 |
Форсунка подачи СОЖ в рабочую зону 1 точка (СОЖ/Воздух) |
1 |
|
8 |
|
Узел отбора деталей |
1 |
|
9 |
A03B-0823-C011 |
Терминальный порт ЧПУ подключения внешних устройств |
2 |
|
10 |
1FE1 |
Датчик контроля температуры шпинделя |
2 |
|
11 |
LiS 1200S2 |
Датчик контроля температуры Линейных двигателей, ось X, Z. |
2 |
|
|
CTR-KV-B0999 |
Станция гидравлическая |
1 |
|
|
SCHNEEBERGER |
Датчик обратной связи контроля позиционирования (считывающая головка AMSAB 3B), ось X, Z. |
2 |
|
|
A860-2150-T401 |
Датчик ALPHA IBZ 256, кольцевой зубчатый (256 зубьев), ось шпинделя С. |
1 |
|
|
ТU 08-04 |
Каналы, трубопровод системы охлаждения шпинделя и автоподачи |
1 |
|
|
KQ2E10-00N |
Комплект разъемов для подключения барфидера АСС16ПР-1500 |
1 |
|
|
БСС16.ОС.01.087 |
Система подготовки сжатого воздуха (редуктор, фильтр, клапана) |
1 |
|
|
GP 11 |
Блокировка двери |
1 |
|
|
СДО 10W LED 12-24V 4500K |
Освещение рабочей зоны |
2 |
|
|
БСС16.ЗО.00.009 |
Люк вентиляции рабочей зоны |
1 |
|
|
К0739.2108020х100 |
Опоры и винты для выравнивания станка по уровню |
1 комплект |
|
|
РАр10-3-ОП |
Розетка 220в подключения доп. источников |
1 |
|
|
БСС16.ПД.30.000 |
Упаковка транспортировочная |
1 комплект |
|
|
|
Паспорт-Руководство по эксплуатации (включая схемы принципиальные, чертежи расходных элементов) |
1 |
|
|
|
Стартовая заправка станка Маслом (гидравлическая система), 25л |
1 |
|
|
|
Комплект ЗИП (согласно типа исполнения станка) |
1 |