8 типов износа токарных пластин: причины, как продлить срок службы инструмента

Преждевременный износ сменной твердосплавной пластины влияет на точность обработки деталей и заготовок, может негативно сказаться на самом оборудовании.
Чтобы выявить основную причину раннего износа пластины, нужно сделать диагностику с помощью увеличительного оборудования. Причем лучше не дожидаться глобального износа, а выполнить экспертизу при начальных признаках повреждения пластины.
Основные типы износа пластин. Профилактика
1. Износ по задней поверхности пластины
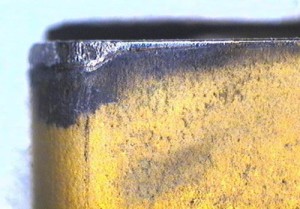
Один из самых распространенных механических износов, его легко предотвратить и «опознать». Пластина по всей длине режущей кромки стирается равномерно, происходит при обработке любых материалов. Бить тревогу стоит, если стирание происходит слишком быстро.
Причина износа пластины по задней поверхности:
- Трение, контакт с поверхностью при низких оборотах
- Химические реакции в поверхностях при высоких оборотах
- Обработка абразивных материалов – мягкий и вязкий чугун, жаропрочные сплавы, сплавы на основе кремния и алюминия, некоторые марки нержавейки, сплавы карбида вольфрама, бериллиевая бронза, неметаллические материалы.
Как понять, что это естественное стачивание пластины по задней поверхности?
- След изнашивания относительно равномерный.
- Линия износа тянется вдоль режущей кромки инструмента.
Обратите внимание! Случается, что след износа выглядит обширнее, так как металл наслаивается на кромку пластины.
Профилактика:
- Используйте твердосплавные пластины, устойчивые к выкрашиванию, более износостойкие. (От себя рекомендуем качественные и недорогие пластины InTool. В ассортименте завода есть также пластины со вставками из нитрида бора и PCD).
- Режущая кромка инструмента должна быть свободной, что уменьшит усилие резания и трение.
- Используйте для абразивных материалов соответствующие рекомендованные пластины.
- Грамотно настраивайте подачу СОЖ.
- В некоторых случаях уменьшайте силу резания, если сроки обработки позволяют варьировать циклы.
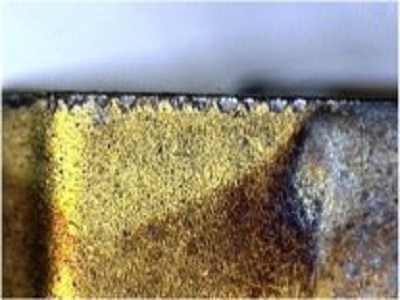
2. Лункообразование

Причины образования лунок на режущем инструменте:
- Металлообработка чугуна и титановых сплавов при высоких оборотах. Происходит нагрев и химические реакции, приводящие к частичному растворению материала пластины от стружки.
- Совокупность двух процессов: диффузия и абразивный износ. Горячая стружка провоцирует диффузию микрочастиц карбида вольфрама, тем самым в верхней части пластины появляется углубление.
Небольшие лунки не страшны, а вот большие углубления уже могут привести к выкрашиванию кромки пластины, деформации и преждевременному износу инструмента.
Профилактика та же: выбирайте качественный твердосплавный инструмент, стойкий к износу и высоким температурам.
Обратите внимание на сплавы GESAC для обработки нержавеющей стали и жаропрочных материалов. Почитать подробнее о новых разработках завода GESAC можно в этой статье блога.
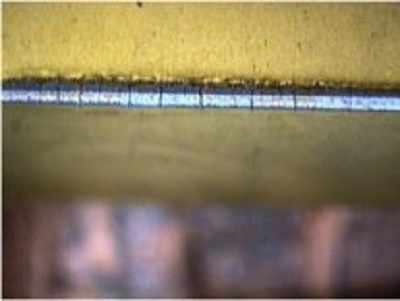
3. Наросты на режущей кромке

Если рабочая кромка стала шероховатой, увеличился размер частиц пластины, верхняя и задняя часть кромки заблестели, значит, образовались наросты.
Причина образования: приваривание металлических частей заготовок, деталей к пластине из-за близости химического состава поверхностей, давления и высоких температур в зоне обработки.
Процесс чаще возникает при металлообработке вязких металлов и сплавов, жаропрочных материалов, нержавейки и цветных металлов. Малые обороты и такие операции, как резьбонарезание и сверление также провоцируют наросты на пластине.
Такие наросты на режущей кромке опасны тем, что могут отломиться с частью пластины, а также вызывают выкрашивание инструмента и стремительный износ режущей поверхности.
Профилактика процесса:
- Достаточно высокая скорость подачи и резания.
- Применение пластин со специальным покрытием TiN (нитрид титана).
- Адекватная подача СОЖ достаточной концентрации.
- Использование режущего инструмента с ровными рабочими поверхностями и/или геометрией, уменьшающей усилие на заготовки.
4. Выкрашивание кромки
Кромка начинает крошиться, если оборудование настроено неправильно, нет необходимой жесткости, требуется замена подшипников и шпинделей. Режим прерывистой подачи и наличие твердых включений на заготовке или детали также может вызвать выкрашивание рабочей поверхности пластины. Наросты на кромках иногда вызывают образование таких неровных краев.
Твердые участки материала провоцируют всплески напряжения инструмента, что усугубляется непрерывными режимами резания. В результате кромка выкрашивается по всей длине.
Профилактика:
- Правильная настройка оборудования и инструмента, своевременная замена комплектующих.
- Проверять наличие наростов на режущих кромках.
- Использование пластин из прочных сплавов, с усиленной геометрией.
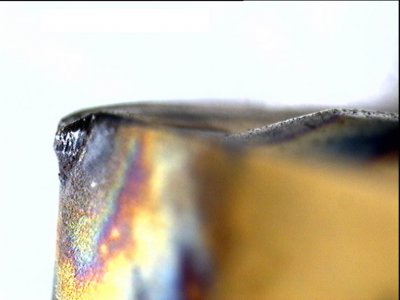
5. Тепломеханическое повреждение
Сочетание скачков температуры и механического давления вызывает характерное повреждение режущей кромки. Вдоль рабочей поверхности образуются перпендикулярные трещины, при этом частички материала могут отпадать, провоцируя выкрашивание. Важно предотвратить этот разрушительный процесс.
Тепломеханический износ пластин возникает при фрезерной обработке, реже – при токарных операциях. Прерывистый режим, фрезерование торца, токарная металлообработка с неравномерной подачей смазочно-охлаждающей жидкости – все это провоцирует тепломеханические повреждения режущей кромки пластины.
Профилактика:
- Исключить прерывистую подачу СОЖ, либо совсем не использовать технические жидкости, если процесс это позволяет.
- Использование ударопрочных пластин, инструмента с геометрией, предотвращающей чрезмерный нагрев поверхностей.
- Снижать обороты при обработке.
6. Деформация кромки
Как распознать? Форма режущей кромки изменилась или размеры готового изделия не соответствуют размерам и допускам.
Причины такого износа режущего инструмента:
- Интенсивный нагрев поверхностей в тандеме с механическим давлением, что приводит к вязкости кобальта или иного элемента сплава инструмента.
- Высокие обороты и подача.
Деформация кромки часто возникает при обработке твердых сталей, жаропрочных материалов и материалов с наклепанным слоем металла.
Такие деформации и изгибы режущей кромки приводят к отламыванию кусочков, чрезмерному износу задней рабочей поверхности.
Профилактика:
- Грамотное использование СОЖ.
- Работа с износостойким твердосплавным инструментом.
- Уменьшение скорости подачи и оборотов.
- Использование инструмента особой геометрии, уменьшающей механическое усилие.
7. Образование бороздки (зазубривание)
Зазубрины на уровне глубины резания образуются, если при обработке абразивного материала кромка обдирается или выкрашивается. Особенно часто такой износ возникает при работе с литыми, окисленными материалами, наклепанным металлом, заготовками и деталями неправильной формы.
Профилактика:
- Разная глубина резания при проходах.
- Применение пластин с большим заходным углом.
- Увеличение оборотов при металлообработке жаропрочки.
- Снижение скорости подачи.
- Внимательно следить за появлением наростов на режущих кромках, особенно при работе с нержавейкой и жаропрочными материалами.
8. Механическое разрушение

Все виды износа, кроме естественного затупления по задней кромке могут привести к данному типу разрушения пластины. Важно заниматься профилактикой и вовремя осматривать режущий инструмент.
Причины механического повреждения пластины – износостойкость и прочность инструмента оказывается меньше, чем внешнее давление и усилие.
Профилактика:
- Применение пластин из ударопрочных сплавов.
- Инструмент с усиленной геометрией, достаточной толщины.
- Уменьшение скорости подачи и/или глубины резания.
- Варьировать жесткость установки режущего инструмента и проверять детали и заготовки на наличие твердых и сложных участков.
Итоги
Своевременный осмотр инструмента, правильная настройка оборудования, системы подачи СОЖ, грамотный подбор пластин в соответствии с рекомендованными материалами, режимами обработки позволяют предотвратить преждевременный износ режущих кромок. А значит, и улучшают качество получаемых изделий, производительность.
Оборудование будет работать дольше и стабильнее, риск неожиданного разрушения и затупления пластин будет сведен к минимуму. Это оптимизация производства во всех смыслах − меньше затрат на покупку инструмента, гораздо меньше загубленных деталей и заготовок, поломок станков и другого оборудования.
При возникновении трудностей с подбором твердосплавных пластин для токарных и фрезерных станков, в том числе с ЧПУ, Вы всегда можете обратиться к нашим менеджерам.
Контакты для вопросов и заявок:
sales@cncmagazine.ru
8 (800) 555 41 16 (бесплатные звонки по РФ).
Интернет-магазин инструмента и оснастки: https://cncmagazine.ru