Как нарезать внутреннюю и наружную резьбу монолитными резьбофрезами. Преимущества метода
Содержание:
1.Преимущества нарезания резьбы цельными фрезами
2.Особенности получения резьбы
3.Получение внутренней резьбы на станке с ЧПУ
4.Получение наружной резьбы на станке
Преимущества нарезания резьбы фрезами
Нарезание резьбы цельными фрезами не самый дешевый метод металлообработки, однако этому способу нет равных в качестве и эксплуатационной надежности резьбы. Резьбофрезерование позволяет нарезать резьбу в глубоких отверстиях (≥ х3D), отверстиях малого диаметра (М1,6 и т.п.) и в труднообрабатываемых материалах. Обычно метод применяется на трехосевых станках с ЧПУ со спиральной интерполяцией. Доступна наружная и внутренняя резьба (чаще внутренняя), различные шаги и допуски.
В этой статье рассмотрим получение резьбы монолитными твердосплавными резьбофрезами. О корпусных резьбовых фрезах с пластинами читайте в этой статье блога.
Преимущества нарезания резьбы фрезами перед другими методами:
- Можно работать с не вращающимися деталями, в том числе с крупногабаритными, с ассиметричными заготовками, с труднообрабатываемыми материалами, особенно если требуется высокое качество и точность резьбы.
- Универсальность: одну фрезу можно использовать для работы в глухих и сквозных отверстиях, для получения резьбы разных размеров и различных допусков, но с одним шагом.
- Короткий цикл обработки, соответственно высокая производительность, особенно при работе с небольшими диаметрами.
- Довольно высокая чистота поверхности профиля обработанной резьбы, также отсутствует осевая деформация.
- Легко решается проблема налипания стружки при обработке жаропрочных материалов и нержавеющих сталей.
- Отсутствует необходимость применения СОЖ, стружка легко ломается и отводится сжатым воздухом, даже при работе с вязкими материалами.
- Можно обрабатывать тонкостенные детали, работать с большим вылетом фрезы, так как усилия резания меньше, чем при работе с другим резьбонарезным инструментом.
- Допускается нарезать глухую резьбу вблизи дна отверстия.
- Отсутствует проблема удаления сломанного инструмента (в отличие от извлечения обломанных метчиков). К слову, поломки резьбофрез – явление довольно редкое, ведь инструмент состоит из твердого сплава и имеет малую силу резания при работе.
- Метод целесообразен как при нарезании резьб в очень мелких отверстиях, так и при работе с крупными шагами и большими диаметрами.
- Одной фрезой, как правило, можно нарезать левую и правую резьбу, применять попутное или встречное фрезерование.
- Износоустойчивое покрытие для фрез значительно увеличивает стойкость инструмента и позволяет применять высокие скорости резания.
Особенности получения резьбы
Нарезание резьбы цельными твердосплавными фрезами имеет свои нюансы:
- Профиль резьбы формируется благодаря круговому врезанию вращающейся фрезы.
- Шаг резьбы – это величина линейного перемещения фрезы за один проход.
- Для получения нужного качества резьбы учитывайте подачу на зуб. Рекомендуется выставлять до 0,15 миллиметра на один зуб.
- Витки резьбы получаются путем перемещения на один шаг подачи на оборот в осевом направлении, с одновременным движением инструмента по спиральной интерполяции.
- Врезание и отвод фрезы из материала должны быть постепенными и соответствующее значение подачи имеет важное значение для минимизации вибрации.
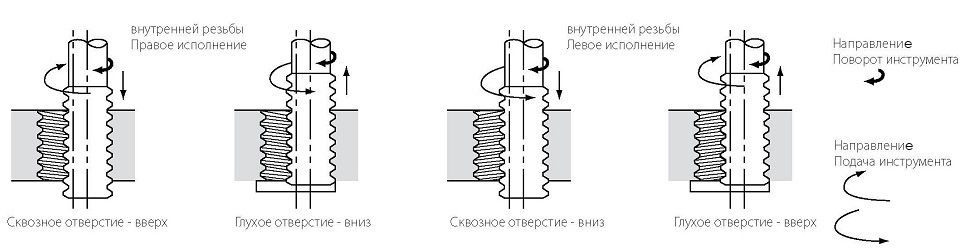
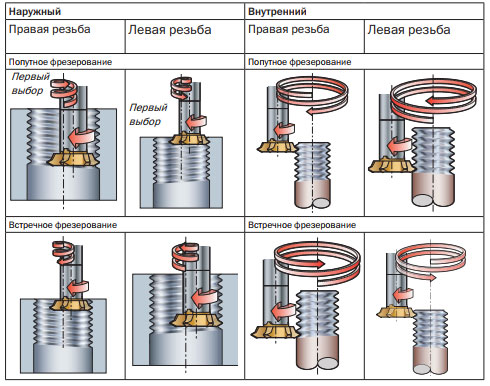
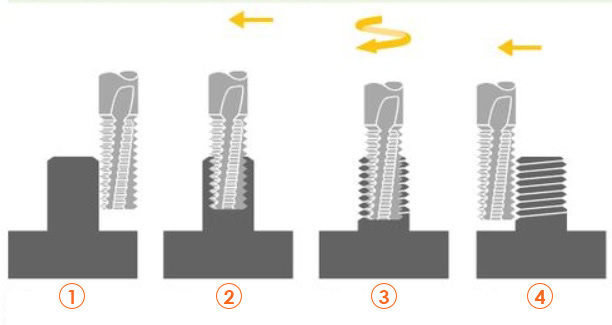
На рисунках ниже показано, как просто изменяя направление вращения, и/или подачу можно получить внутреннюю/наружную, правую/левую резьбу:
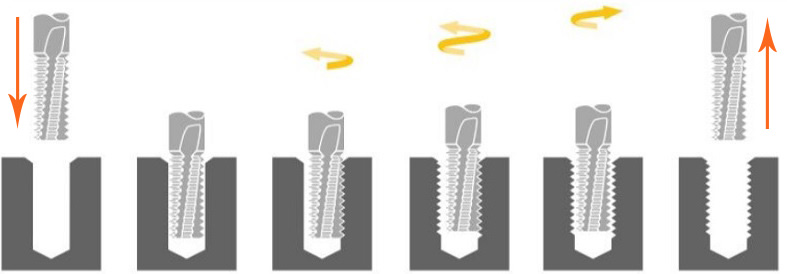
Процесс резьбофрезерования
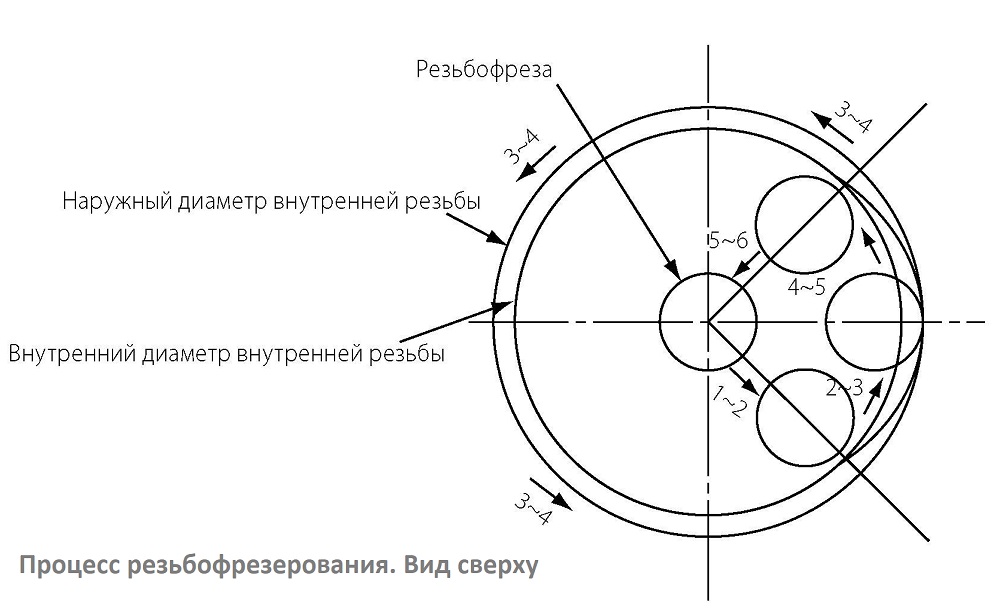
1-2 Движение к краю (на расстоянии от торца)
2-3 Врезание фрезы по винтовой интерполяции
3-4 Фрезерование по образующей цилиндра
4-5 Отход от края
5-6 Вывод инструмента
Получение внутренней резьбы на станке с ЧПУ
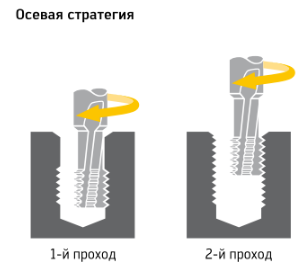
Способы обработки резьбы могут быть различными, для сокращения радиальных сил, действующих на фрезу, рекомендуем использовать вместо осевой стратегии радиальную подачу.
При осевой стратегии необходимо учитывать, что резьбофреза всегда смещается кратно шагу резьбы.
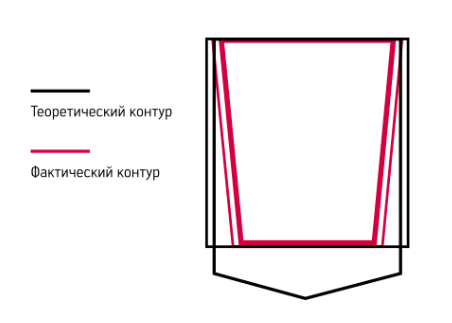
Усилие резания на рабочей части обычно больше, чем воздействие на хвостовик фрезы. Из-за такого действия радиальных сил возникает эффект конусности резьбы. Если это обычная резьбофреза, конусность может составить 1/1000 мм на каждый миллиметр глубины резьбы.
Радиальная подача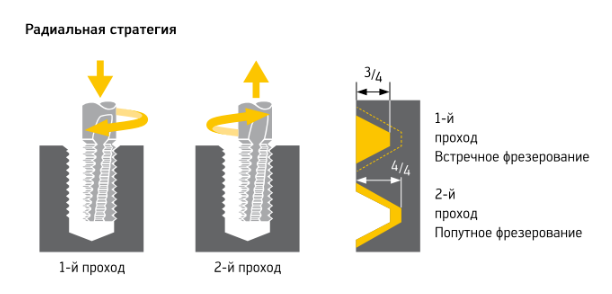
Преимущества этой стратегии:
- Возможно получение глубокой резьбы.
- Снижается риск поломки фрезы.
- Фрезерование резьбы возможно при относительно нежёстком закреплении обрабатываемой детали.
- Отсутствует конусность резьбы.
Минусы радиальной подачи:
- Увеличивается износ инструмента.
- Снижается производительность инструмента (соответственно увеличивается машинное время).
Поэтому, чтобы снизить физические факторы, в конструкции резьбовых фрез предусмотрена малая конусность. При тяжелых условиях обработки иногда требуется применение дополнительных мер профилактики (на выбор):
- Делайте несколько радиальных проходов.
- Выполняйте все радиальные проходы в противоположном направлении.
- В конце обработки выполните холостой проход без радиального перемещения.
Как нарезать внутреннюю резьбу фрезами на станке с ЧПУ
Плавное врезание фрезы имеет большое значение для профилактики вибрации и улучшения стойкости инструмента.
 |
|||||
|
Позицио- нирование над отверстием под резьбу |
Перемещение в отверстие на глубину резьбы |
Врезание в резьбу по дуге 180°/1/4 шага |
Фрезерование резьбы по спирали 360° |
Перемещение по дуге 180° к центру |
Подъём инструмента в исходное положение |
Уменьшив расстояние между рабочей частью фрезы и хвостовиком, вы можете нарезать более глубокую резьбу в два захода, чем при обычном фрезеровании. При программировании учитывайте, что после первого прохода нужно переустановить инструмент в положение Z на соответствующее количество шагов.
Получение наружной резьбы на станке
Некоторыми резьбофрезами можно производить не только внутреннюю резьбу, но и наружную. В этом случае стратегия будет такая:
|
Подвод инструмента на глубину резьбы |
Начало резьбо- фрезерования |
Резьбофре- зерование по спирали 360° |
Отвод |
Практические советы
- Обратите внимание, что резьбовые фрезы формируют резьбу с немного искаженным профилем. На процент искажения влияет соотношение диаметра резьбы и рабочего диаметра инструмента и шаг резьбы. Поэтому для исключения отклонения от профиля резьбы рекомендуется использовать фрезу, диаметр которой не превышает 70% от диаметра отверстия.
- Удаление припуска за несколько проходов значительно упрощает обработку резьбы с крупным шагом и снижает риск поломки инструмента при работе с твердыми и труднообрабатываемыми материалами.
- Нарезание резьбы в несколько проходов также рекомендуется при допусках с высокими требованиями и при больших вылетах фрезы.
- При финишной обработке нержавеющей стали, алюминия и жаропрочных сплавов, чугуна возможно использование СОЖ. В остальных случаях лучше применение сжатого воздуха для эвакуации стружки.
- Используйте жесткие держатели инструмента. Во время обработки резьбовые фрезы испытывают радиальное боковое давление и должны быть надежно закреплены в оправках. Рекомендуется использовать силовые, гидравлические и термозажимные фрезерные патроны, оправки для концевых фрез.
- Цанги ER не рекомендуется использовать для зажима концевых резьбофрез, выбирайте подходящие для вашего патрона усиленные цанги (SC, EOC, OZ и т.п.).
В интернет-магазине CNCMagazine представлены качественные твердосплавные резьбофрезы серии HMT с покрытием TiAlN, с внешним охлаждением. Ассортимент магазина постоянно расширяется, следите за обновлениями сайта. Поможем с выбором металлорежущего инструмента и оснастки: sales@cncmagazine.ru, 8-800-555-4116.