Обзор марок инструментальной стали и покрытий: что такое HSS и ее разновидности, аналоги, применение, углеродистая сталь, напыления TiN, TiAIN, TiCN, Black и другие

Содержание:
- Общие характеристики HSS сталей.
- Особенности термообработки HSS стали и методы ее улучшения.
- Марки, разновидности быстрорежущей стали.
- Области применения основных марок быстрорежущих сталей
- Сравнение HSS и твердых сплавов.
- Напыления, покрытия на инструменте из HSS.
- Инструментальные углеродистые стали.
Быстрорежущая сталь часто используется для производства металлорежущего инструмента – сверл, фрез, метчиков, зенковок, плашек, разверток и пр.
HSS (High Speed Steel) – зарубежные марки быстрорежущей стали. Под этой аббревиатурой могут «прятаться» самые различные сплавы. При этом все они будут относиться к высокоуглеродистым сталям HSS. Хорошо, если производитель изделий указывает химический состав сплава. А если нет?
Поэтому случается, что один инструмент из HSS стоит долго, радует результатами, а другой не соответствует качеству. Почему такое происходит и как правильно подобрать режущий инструмент из быстрореза для обработки различных материалов?
Давайте попробуем разобраться в этих вопросах, а также в разновидностях быстрорежущей стали, ее свойствах и отечественных аналогах.
Общие характеристики HSS сталей
- Горячая твердость при нагреве до 500-600° C.
Быстрорежущие стали сохраняют высокую твердость даже при сильном нагреве режущей кромки, вплоть до 600 градусов Цельсия.
- Красностойкость до 4 часов.
Эта характеристика стали означает, сколько по времени материал сможет выдержать при высокой температуре, сохраняя достаточную твердость. Хром, кобальт, вольфрам, молибден и ванадий в составе HSS способствуют тому, что режущие кромки выдерживают до 4 часов при разогреве до 600° и даже до 650° C.
- Сопротивление разрушению
Быстрорежущие стали стойкие к хрупкому разрушению режущей кромки. Сверла и пр. выдерживают большое усилие резания, высокие подачи и большую глубину резания.
Особенности термообработки HSS стали и методы ее улучшения
 Термическая обработка HSS сталей позволяет усовершенствовать структуру материала и соответственно его свойства.
Термическая обработка HSS сталей позволяет усовершенствовать структуру материала и соответственно его свойства.
Обычно при производстве изделий из быстрорежущей стали используют следующие методы термической обработки:
- Отжиг.
Производство инструмента из HSS связано с прокаткой и ковкой, что влечет повышенную твердость и внутреннее напряжение материала. Отжиг убирает напряжение материала, повышает обрабатываемость сплава и способствует лучшей последующей закалке.
Стандартно отжиг на производствах происходит так – изделия постепенно и равномерно прогревают в печи при температуре от 200-300° C до ~ 850-900° C. При этом повышение температуры до максимальной величины происходит со скоростью 150-200 градусов в час. Передерживать сталь при отжиге нельзя. Затем материал также постепенно охлаждают – сначала снижают температуру в печи до 650°, затем вынимают изделие и оставляют до полного охлаждения в помещении при комнатной температуре.
Чтобы концентрация углерода в стали не уменьшалась, запекают изделия в закрытых ящиках.
Заводы при изготовлении небольшой партии заготовок используют изотермическую обработку, она требует меньше времени. Изделия кратковременно нагревают до 880-900 градусов Цельсия, затем на 2-3 часа помещают в температуру не более 720-730 градусов. После изделия охлаждают в печи сначала до температуры ≤ 400-450°C, а после остужают на открытом воздухе.
После отжига изделий из HSS требуются механическая обработка и завершающие этапы термообработки: закалка и отпуск.
- Закалка
Закаливание быстрорежущей стали осуществляется при температуре 1300° C и выше. Закалка нужна для придания материалу красностойкости. Однако нельзя превышать температурный предел во избежание оплавления и зернистости материала.
- Отпуск
Во время закалки происходит так называемый отпуск. Материал многократно охлаждается до температуры 550-560 градусов. Отпуск проходит интервалами, с промежутком в 1 час. Во время отпуска и закалки аустенит переходит в мартенсит. Когда материал остывает до 100-200°C, возникает мартенсит. Дополнительный плюс – уходит внутреннее напряжение после закалки.
Для экономии времени на производствах чаще всего выполняют ускоренный отпуск HSS стали при повышенных температурах.
Методы улучшения характеристик инструмента из быстрорежущих сталей
Чтобы сверла, зенковки и прочие режущие изделия стали более твердыми, стойкими к ржавчине и износу, их дополнительно обрабатывают, используя методы химико-термической обработки. При нагревании изделий в определенной жидкой или газовой среде нужные вещества проникают в атомную кристаллическую решетку железа.
- Азотирование – поверхность насыщают азотом в газовой среде (80% азота и 20% аммиака либо 100% аммиак). За 10-40 минут при температуре 500-600°C поверхностная оболочка укрепляется.
- Цианирование – насыщение цинком поверхности в газовой или жидкой среде. Может проходить при высоких и средних температурах, длится от 5 до 45 минут. Высокотемпературный процесс проходит при t 800-900°C, низкотемпературный при 500-600 градусах. Насыщение поверхности инструмента цинком придает ему отличную стойкость к износу.
- Сульфидирование – насыщение изделий серой в течение 2-3 часов. Материал нагревают в серно-азотистых солях при t 550-600°C. Процесс также повышает износостойкость режущих кромок.
Марки, разновидности быстрорежущей стали
По химическому составу быстрорежущие стали разделяются на три основные группы:
- С высоким содержанием вольфрама (T)
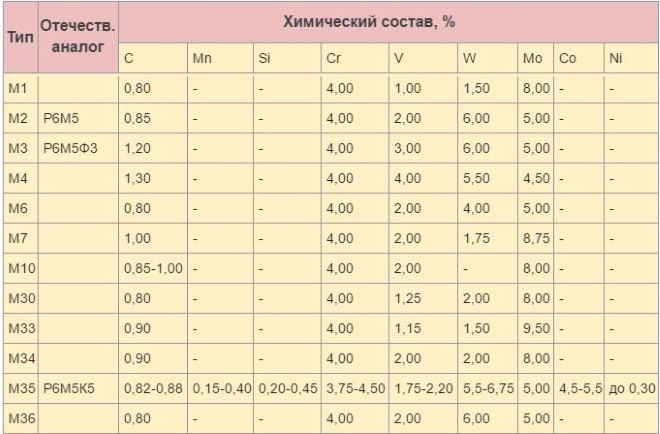
- Молибденовые (M)
- Высоколегированные стали
 В советской и российской маркировке стали из быстрореза обозначаются русскими буквами, где «Р» «rapid steel» — быстрая сталь (при этом цифра после «Р» обозначает процент содержания вольфрама, а сама буква «В» не указывается). После буквы Р следуют буквы М (молибден), Ф (ванадий) и/или К (кобальт) с цифрой, которая обозначает % содержания молибдена, ванадия и кобальта. Например, популярная сталь Р6М5 «говорит» о том, что в сплаве есть 6% вольфрама и 5% молибдена. Содержание углерода, хрома и других элементов в маркировке обычно не указывают.
В советской и российской маркировке стали из быстрореза обозначаются русскими буквами, где «Р» «rapid steel» — быстрая сталь (при этом цифра после «Р» обозначает процент содержания вольфрама, а сама буква «В» не указывается). После буквы Р следуют буквы М (молибден), Ф (ванадий) и/или К (кобальт) с цифрой, которая обозначает % содержания молибдена, ванадия и кобальта. Например, популярная сталь Р6М5 «говорит» о том, что в сплаве есть 6% вольфрама и 5% молибдена. Содержание углерода, хрома и других элементов в маркировке обычно не указывают.
В иностранной маркировке обычные быстрорежущие стали обозначаются аббревиатурой HSS, кобальтовые – HSS-E, HSS-Co. Что касается «маркировки» Super HSS – то не стоит обращать на нее внимание, это обычный маркетинговый ход.
Таблица с наиболее распространенными марками HSS стали и ее отечественными аналогами:
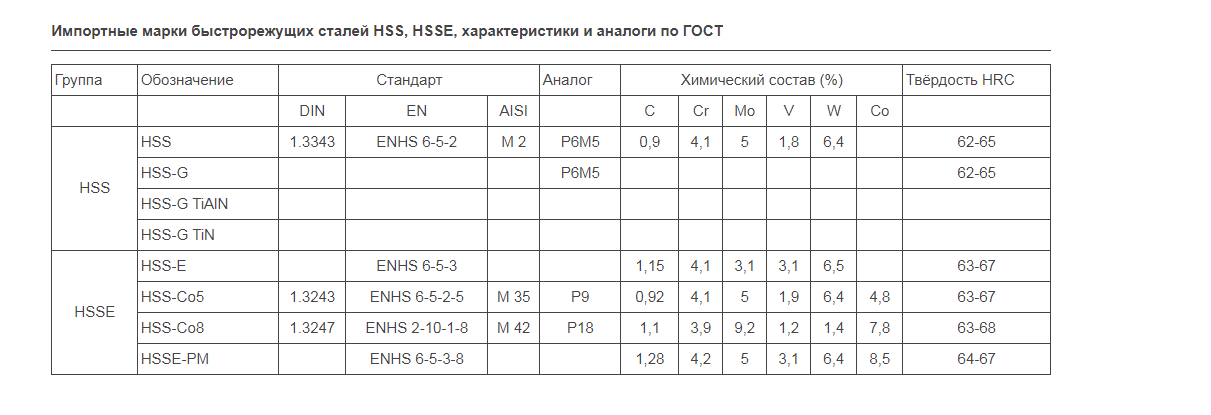
Рассмотрим эти и другие марки более подробно: их особенности, применение.
-
Вольфрамовые стали.
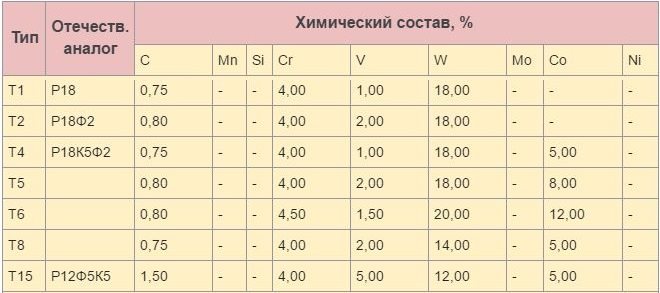
Вольфрам – достаточно дорогой и редкий минерал, поэтому сегодня трудно встретить изделия из стали с высоким содержанием W. Чаще всего применяется марка T1 (российский аналог Р18) и T15 (Р12Ф5К5).
Использование вольфрамовых сталей:
- Марка HSS-Co5, Р9 из-за небольшого % вольфрама в сплаве применяется в режущем инструменте простой формы, с минимальной площадью шлифовки. Твердость материала 62-64 HRC. Из стали Р9 выпускают резцы, фрезы, зенкеры. Сплав стойкий к нагреву режущей кромки. Относится к сталям нормальной производительности.

"Согласно ГОСТ 19265–73 сталь Р9 должна содержать (масс. %): углерода 0,85–0,95, хрома 3,80–4,40, вольфрама 8,50–9,50, ванадия 2,30–2,70, кобальта < 0,50, молибдена < 1,0".
По своим характеристикам сталь HSS-Co5% стоит между Р6М5К5 и Р9 (но ближе к Р9), поэтому ее часто рекомендуют как замену Р9.
- Марка Т1, HSS-E Co8, Р18 содержит уже 18% вольфрама, поэтому из нее производят фасонные и другие сложные инструменты, например для резьбонарезания, «горячего формования» под давлением. Твердость материала 66-68 HRC. Такой инструмент отличается высокой стойкостью к износу. Относится к сталям нормальной производительности.
"Согласно ГОСТ 19265–73 сталь Р18 должна содержать (масс. %): углерода 0,73–0,83, хрома 3,80–4,40, вольфрама 17,00–18,50, ванадия 1,00–1,40, кобальта < 0,50, молибдена < 1,0".
Марка HSS-E Co8 содержит кобальт 8% и расположена между Р6М5К5 и Р18 (но ближе к Р18), обычно рекомендуется как замена Р18.
-
T15, Р12Ф5К5 – инструмент не только износостойкий, но и выдерживает сильный нагрев режущей кромки. Твердость материала 66-67 HRC.
2. Молибденовые стали
Эта группа сталей уже более распространенная, в сплавах также встречается вольфрам и кобальт. Присутствие большого % ванадия и углерода делает материал стойким к абразивному износу. Если к инструменту предъявляются высокие требования по твердости при высоких температурах, молибденовые стали должны быть марок M41 и выше. А это уже высоколегированная группа.
Сплавы с молибденом после термообработки могут использоваться в изделиях для холодных условий, при этом они обладают отличной ударной вязкостью.
Использование молибденовых сталей:
- Р6М5, М2, HSS, HSS-G – один из самых популярных сплавов, для инструмента широкого назначения, оптимально подходит для резьбонарезного инструмента, для ударных нагрузок. Отличная красностойкость, износоустойчивость режущих кромок, стойкость на удар, отсутствие биения у сверл. Инструмент отлично держит заточку, но имеет склонность к обезуглероживанию. Буква G в маркировке обозначает, что режущие кромки отшлифованы с помощью CBN (кубический нитрид бора). Шлифовка более предпочтительна, чем прокатка.
Марка Р6М5 подходит для обработки цветных сплавов, чугунов, углеродистых и легированных сталей, а также ряда теплостойких и коррозионно-устойчивых сталей.
"Согласно ГОСТ 19265–73 сталь Р6М5 должна содержать (масс. %): углерода 0,82–0,90, хрома 3,80–4,40, вольфрама 5,50–6,50, ванадия 1,70–2,10, кобальта < 0,50, молибдена 4,80–5,30".
- Р9М4, Р6М3 относятся к вольфрамомолибденовым сталям, рекомендуются для черновой обработки, изготовления долбяков, фрез, шеверов.
- Р6М5Ф3, М3, – марка инструментальной стали с ванадием 3%. Склонна к обезуглероживанию, при этом с хорошей вязкостью, износостойкостью, хорошо поддается шлифовке. Используется для чистовых и получистовых операций по нелегированным и легированным сталям.
"Согласно ГОСТ 19265–73 сталь Р6М5Ф3 должна содержать (масс. %): углерода 0,95–1,05, хрома 3,80–4,30, вольфрама 5,70–6,70, ванадия 2,30–2,70, кобальта < 0,50, молибдена 4,80–5,30".
- Р6М5К5, М35, HSS-E, HSS-Co – марка стали благодаря содержанию кобальта 5% более красностойкая, но при этом не так устойчива на удар. Подходит для обработки сложных материалов, особенно вязких, высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях сильного нагрева режущих кромок.
Кромки легко шлифуются, сплав стойкий к высоким температурам и механическому износу. Твердость материала 63-67 HRC.
"Согласно ГОСТ 19265–73 сталь Р6М5К5 должна содержать (масс. %): углерода 0,84–0,92, хрома 3,80–4,30, вольфрама 5,70–6,70, ванадия 1,70–2,10, кобальта 4,70–5,20, молибдена 4,80–5,30".
3. Высоколегированные стали
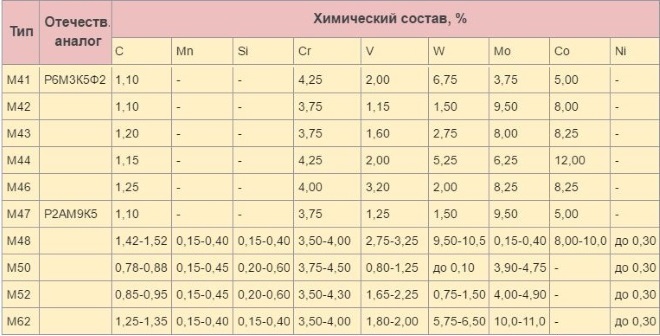
Легирующим компонентом в этой группе материалов выступает молибден. В различном количестве добавляются: кобальт, ванадий, углерод и тд.
- Р9К5, Р9К10 – сплавы с содержанием кобальта 5% и 10%. Инструмент из этой стали подходит для точения «трудных» сталей и сплавов, коррозийно-стойких и жаропрочных. Можно использовать прерывистое точение, допустима вибрация и малое использование СОЖ.
- Р9Ф5, Р14Ф4 – сплавы с ванадием 5% и 4%. Инструмент из этих марок подходит для чистовой обработки, также для труднообрабатываемых материалов при снятии стружки на небольшую глубину.
- М42, HSS-Co 8% − аналог Р18.
- 9ХС Легированная инструментальная сталь (замена ХВГ, ХВСГ). Химический состав: 0,9% углерода, до 1,5% хрома (Х) и кремния (С). Массово используется при производстве метчиков, плашек, фрез, сверл и пр. Обладает повышенной стойкостью к износу, ударам, отличной упругостью, сопротивлению на изгиб и кручение. Их плюсов марки 9ХС отмечаются также равномерное распределение карбидов по сечению, устойчивость заготовок к трещинам, повышенная твердость после обжига, отличная теплостойкость после закалки. Тем не менее эту марку инструментальной стали рекомендуется использовать для обработки холодных поверхностей.
Другие обозначения HSS сталей, которые также встречаются в маркировке изделий:
- HSS-E VAP – инструмент по нержавеющей стали V2A и V4A. При производстве инструмента «выпаривается» оксидный слой. Данная маркировка обозначает, что СОЖ лучше сцепляется с режущими кромками, меньше налипает стружка, все это повышает стойкость инструмента и гарантирует высокое качество обработки.
- HSS 4241 – инструмент по дереву, ПВХ и алюминию.
- HSS-E-PM – инструментальная сталь высокой производительности, произведена с помощью порошковой металлургии. Сплав при этом однородной структуры, придает стойкость инструменту и режущей кромке. Инструмент подходит для обработки титана, его сплавов и других прочных и труднообрабатываемых материалов. Обычно дополнительно наносится покрытие AlTiN.
- HSS-R − инструмент повышенной прочности.
Выводы: Лучше отдавать предпочтение тем производителям, кто указывает не только маркировку инструментальной стали, но и ее химический состав, процентное содержание компонентов. Так вы будете знать, каких свойств ожидать от инструмента.
Области применения основных марок быстрорежущих сталей
В таблице ниже представлена краткая информация по сфере применения HSS сталей для металлообработки.
|
Обрабатываемый материал |
Виды инструмента |
||||||||
|
Резцы |
Сверла |
Развертки, зенкеры |
Метчики, плашки |
Протяжки,прошивки |
Фрезы |
Зуборезный инструмент |
Ножовочные полотна, пилы |
||
|
Концевые, дисковые |
Насадные, торцевые |
||||||||
|
Углеродистые и низколегированные стали |
Р6М5Ф3 Р6М5К5* Р9К5 |
Р6М5 11РЗАМ3Ф2 Р6М5Ф3 Р12Ф3 |
Р6М5Р6М5Ф3 Р6М5К5* |
Р6М5 11РЗАМ3Ф2 Р6М5Ф3 |
Р6М5Ф3 Р6М5 |
Р6М5 Р6М5Ф3* Р6М5К5 |
Р6М5 Р6М5Ф3 Р6М5К5* |
Р6М5 Р6М5Ф3 Р6М5К5* Р9М4К8* |
11Р3АМ3Ф2 Р6М5 Р9 |
|
Высоколегированные конструкционные, нержавеющие и легированные улучшенные стали |
Р9К5 Р12Ф4К5 Р6М5К5 |
Р6М5Ф3 Р12Ф3 Р6М5К5 Р18 |
Р6М5Ф3 Р6М5К5 Р9М4К8 Р18 |
Р6М5 Р6М5Ф3 Р6М5К5 Р18 |
Р6М5Ф3 Р6М5К5 Р9К5 |
Р6М5К5 Р9М4К8 Р9К5 |
Р6М5К5 Р9К5 |
Р6М5К5 Р9М4К8 |
11Р3АМ3Ф2 Р6М5 Р9 |
|
Жаропрочные стали и сплавы, высокопрочные стали |
Р18К5Ф2 Р12Ф4К5** Р6М5К5 В4М12К23 |
Р6М5К5 Р9М4К8 Р18К5Ф2 |
Р12Ф4К5 Р6М5К5 Р9К5 |
Р6М5Ф3 Р6М5К5 Р18 |
Р6М5Ф3 Р6М5К5 |
Р18К5Ф2 Р9М4К8 Р6М5К5 В11М7К23 |
Р18К5Ф2 Р12Ф4К5** Р6М5К5 В4М12К23 |
Р9М4К8 |
Р6М5К5 Р6М5 |
Примечание. Указаны наиболее предпочтительные марки стали.
*При работе на повышенных скоростях резания.
** Для инструментов простой формы.
Сравнение HSS и твердых сплавов
 Прежде всего, инструмент из быстрореза и твердых сплавов отличается ценой – последний дороже в несколько раз, поэтому не так популярен. Это объясняется тем, что инструмент из твердого сплава получается путем прессования и спекания порошков, в частности зерен карбида вольфрама.
Прежде всего, инструмент из быстрореза и твердых сплавов отличается ценой – последний дороже в несколько раз, поэтому не так популярен. Это объясняется тем, что инструмент из твердого сплава получается путем прессования и спекания порошков, в частности зерен карбида вольфрама.
Отличия инструмента из HSS от твердосплавного:
- Быстрорежущая сталь – это высокая скорость обработки. Можно обрабатывать вязкие материалы.
- Высокая прочность.
- Можно использовать прерывистые режимы резания, инструмент не боится вибраций и ударных нагрузок.
- Максимальная теплостойкость 600-600°C
Отличия твердосплавного инструмента от HSS:
- Твердость и теплостойкость выше (вплоть до 800-900°C)
- Можно применять самые высокие скорости обработки, более производительный инструмент.
- Менее прочный, боится ударов и вибраций.
- Оптимально подходит для чугуна, закаленной стали, гранита, бетона, пластика. При допустимой жесткости оборудования можно работать по сталям.
Как видите, под разные задачи подбирается свой инструмент. И если бюджет не ограничен, выбор можно сделать в пользу твердого сплава.
Напыления, покрытия на инструменте из HSS
 Для улучшения характеристик готовые изделия из инструментальной стали покрывают различными составами. Зачастую специальные покрытия позволяют не использовать СОЖ при работе.
Для улучшения характеристик готовые изделия из инструментальной стали покрывают различными составами. Зачастую специальные покрытия позволяют не использовать СОЖ при работе.
В маркировке иногда встречается название покрытий BALINIT®. Это линейка покрытий для инструмента от компании Oerlikon Balzers, которая применяет ультрасовременные технологии и оборудование.
Сегодня на рынке чаще всего встречаются следующие покрытия и напыления:
- TiN, Balinit® A – напыление нитрида титана (желто-золотистый цвет инструмента). Однослойное покрытие. Повышает поверхностную твердость инструмента до ~ 2300 HV (микротвердость от 20-25 ГПа) и термостойкость до 600°C. Покрытие также облегчает отвод стружки, упругость инструмента и сцепление с материалом, снижается общее трение и вибрация, меньше вероятность появления наростов. В среднем стойкость инструмента повышается в 2-3 раза, а скорость резания – на 60%. Фрикционный коэффициент без СОЖ для стали − 0,4. Второе название, встречающееся в маркировке − Balinit® A.
- TiAlN, FNT – напыление нитрида титана, легированное алюминием (серо-фиолетовый, почти черный цвет). Нано-структурированное покрытие. Поверхностная твердость повышается до ~3300 HV (микротвердость от 30-33 ГПа), стойкость к высоким температурам до 900°C. Другое название, которое встречается на маркировке − FNT (Balinit® Futura Nano Top).
Такое покрытие оптимально подходит для высоких скоростей резания, непрерывных режимов обработки, стружка легко отходит, даже без использования СОЖ (фрикционный коэффициент без СОЖ для стали 0,25), отличная профилактика образования наростов. Снижается поверхностное трение и вибрация. Все это значительно повышает стойкость инструмента и увеличивает производительность на 60%. Более низкий коэффициент трения, чем у покрытия TiN.
- TiAlN, Balinit® Х.TREME – напыление нитрид алюмо-тиатна (серо-фиолетовый цвет). Однослойное покрытие. Обладает похожими свойствами TiAlN нано-покрытия. Твердость составляет 3500 HV, стойкость к нагреву до 800°C. Напыление оптимально подходит для тяжелых условий резания.
- Black (OX, Black Oxide) – оксидирование инструмента (покрытие черного цвета). Оксидная пленка часто используется на метчиках, иногда на сверлах. Мелкопористый слой хорошо удерживает смазку. Обработка инструмента в среде перегретого пара повышает стойкость к ржавчине (коррозии), а также предотвращает перегрев при высоких скоростях обработки, продляет срок службы инструмента. Black покрытие не подходит для цветных металлов.
- TiC – напыление карбида титана. Повышает твердость до 2800-300 HV, термостойкость до 720°C. Низкая стойкость к разрушению – 45-55 H.
- TiCN, Balinit® B – напыление карбонитрида титана (серо-голубой цвет). Многослойное покрытие. Повышает поверхностную твердость до 3000 HV и термостойкость до 400° C. Фрикционный коэффициент без СОЖ для стали 0,4. Твердость TiCN выше, чем у TiC напыления, и при этом пластичность не уступает TiN.
- TiALN+WC/C, HL – покрытие на основе алюмонитрида титана (цвет напыления темно-серый). Многослойное покрытие. Повышает твердость до ~3300 HV, термостойкость до 800°C. Позволяет не использовать СОЖ при коэффициенте для стали 0,2. Второе название HL (Balinit® Hardlube).
- CrN – напыление нитрида хрома (серебристо-серый цвет). Однослойное покрытие. Повышает твердость инструмента до 1750 HV и стойкость к нагреву до 700°C. Оптимальное соотношение «твердость-пластичность». Улучшает стойкость инструмента к коррозии, появлению трещин, даже при циклических нагрузках. Можно использовать СОЖ высокой химической активности.
- AlCrN – покрытие хромонитридом алюминия (серо-синий цвет). Покрытие в один слой, повышает твердость до 3200 HV, а стойкость к перегреву до 1100°C. Фрикционный коэффициент для сталей 0,35.
Следующие напыления и покрытия уже встречаются реже:
- DLC – напыление на основе углерода (темно-серый или черный цвет). Один слой в 1,2 микрон. Повышает твердость инструмента до 4000-7000 HV, а термостойкость до 250-350°C.
- ALS (Alu Speed, светло-серое) – однослойное покрытие на основе борида титана (TiB2). Создано для обработки алюминия, титановых сплавов, меди. Повышает твердость до 4000 HV, придает самосмазывающие свойства поверхности, делает ее супергладкой, отличная профилактика налипания стружки, наклепа.
- TIALSIN – нано-композитное универсальное покрытие на основе нитрида титана-алюминия-кремния (цвет антрацит). Покрытие разрабатывалось для высокоабразивных материалов (чугунов) и высокопрочных закаленных сталей. Отличная теплостойкость до 900°C, твердость до 3500 HV. Коэффициент сухого трения для стали 0,45.
- TIALCN – Титаново-углеродно-алюминиево-нитритное покрытие (цвет медный, фиолетово-красный). Придает твердость до 3500 HV, устойчивость к нагреву до 800°C. Низкий коэффициент сухого трения: 0,2. Отличная коррозийная стойкость, твердость и ковкость.
Это основные покрытия и напыления, которые используются при производстве режущего инструмента по металлу из HSS. Технологии совершенствуются, изобретаются нано-покрытия и т.д. Все это позволяет значительно улучшить эксплуатационные характеристики сверл, метчиков, разверток и пр.
Инструментальные углеродистые стали
 Отдельно хотелось бы рассказать про углеродистые стали, которые также относятся к инструментальным и широко применяются в токарной и фрезерной обработке, в основном по дереву и для ручного инструмента.
Отдельно хотелось бы рассказать про углеродистые стали, которые также относятся к инструментальным и широко применяются в токарной и фрезерной обработке, в основном по дереву и для ручного инструмента.
Углеродистая сталь (У) имеет в своем составе углерод от 0,7% и более. Основные ее особенности:
- Высокая твердость и прочность после закалки и т.д.
- Работа с инструментом должна быть без разогрева режущей кромки (предел 150-200°C).
Качественная углеродистая сталь содержит примеси серы 0,03% и фосфора 0,035% (в маркировке нет буквы A в конце), в марках более высокого качества − серы уже 0,02% и фосфора 0,03% соответственно. Более чистая сталь содержит в маркировке букву A в конце. Химический состав углеродистых сталей регулируется ГОСТ 1435-99.
Расшифровка углеродистых сталей:
- У – углеродистая.
- Вторая цифра – средняя массовая доля содержания углерода (в десятых долях %).
- Г – высокое содержание марганца в химическом составе сплава.
- А – более чистая высококачественная сталь.
В таблице ниже представлены основные марки углеродистых сталей и их назначение:
|
Сталь |
Назначение |
|
У7, У7А |
Инструменты для деревообработки (топоры и пр.), слесарно-монтажные инструменты малого размера, пневматический инструмент. |
|
У8, У8А |
Инструменты для деревообработки − фрезы, зенковки, стамески, долота и пр. Накатные ролики. Плиты и стержни для форм литья под давлением оловянно-свинцовых сплавов. Слесарно-монтажный инструмент и приспособления. |
|
У9, У9А |
Инструменты для деревообработки, слесарно-монтажные инструменты, калибры простой формы и пониженных классов точности. |
|
У10, У10А |
Столярные пилы ручные и машинные, ручные ножовки, спиральные сверла; слесарные шаберы, напильники, накатные ролики; штампы для холодной штамповки деталей небольших размеров и простой формы; калибры простой формы и пониженных классов точности. |
|
У11, У11А |
То же, что и для У10(А), а также ручные метчики, холодновысадочные пуансоны и штампы мелких размеров, калибры простой формы и пониженных классов точности. |
|
У12, У12А |
То же, что для У10(А), а также небольшие пресс-формы для пластмасс. |
|
У13, У13А |
Инструменты повышенной износостойкости, работающие при умеренных и значительных давлениях без разогрева режущей кромки (напильники, бритвенные ножи, лезвия, острые хирургические инструменты, шаберы, гравировальные инструменты) |
Как видим из таблицы, для режущего инструмента углеродистые стали тоже применяются (разогрев режущей кромки не должен превышать 150-200 градусов). Реже такие сплавы применяют для изготовления штамповых и измерительных инструментов.
 Плюсы углеродистых сталей:
Плюсы углеродистых сталей:
- Низкая стоимость.
- Высокая твердость поверхности и вязкая сердцевина материала – инструмент практически не «ведет», улучшение механических свойств, возможность использовать накатку, насечку при производстве.
- Возможность закалки при умеренных температурах (770-820°C), при этом аустенит остается в минимальных количествах, что улучшает устойчивость инструмента к пластической деформации. Также при закалке во время охлаждения в воде поверхность инструмента остается чистой.
Минусы:
- Предел твердости заканчивается при нагреве до 170-200°C.
- Прочность меньше, чем у HSS сталей из-за крупного зерна (8-9 баллов). При этом зернистость повышается даже при незначительном нагреве при закалке. Также при изготовлении инструмента может появиться неоднородная твердость, большая поводка и трещины.
- Сталь рекомендуется использовать для некрупных инструментов (диаметр или срез не более 30 мм), особенно если подразумевается большое давление на рабочие кромки.
- Склонность к отпуску наружных слоев при нагреве в процессе шлифовки и заточки.
Поэтому углеродистые стали чаще применяют для изготовления метчиков, разверток, напильников, топоров, стамесок и т.д.
Если вы ищете высококачественный инструмент для обработки металлов, лучший выбор – быстрорежущая сталь и твердые сплавы.
******
Обратите внимание!
В интернет-магазине CNCMagazine достойный выбор инструмента для металлообработки из HSS (переходите в нужный раздел по ссылкам):
- Сверла с цилиндрическим хвостовиком
- Кобальтовые сверла с цилиндрическим хвостовиком
- Сверла с Конусом Морзе (коническим хвостовиком)
- Ступенчатые сверла
- Центровочные сверла
- Фрезы
- Машинные метчики
- Зенковки
- Плашки
Если вам необходимо подобрать инструмент для металлообработки, обращайтесь к нашим менеджерам: sales@cncmagazine.ru, 8 800 555-4116.
Консультации технолога, подбор аналогов для оптимизации затрат на производстве.