Токарные пластины для нарезания резьбы: все типы резьбы, их описание, применение, практические советы

Содержание:
- Типы резьбовых пластин, где применяются
- Внутренняя и наружная резьба
- Советы по нарезанию резьбы пластинами
- ISO метрическая резьба полный профиль 60°
- Резьба неполный профиль 60° и 55°
- Трубная резьба Whitworth 55°
- Британская трубная резьба BSPT 55°
- Американская коническая трубная резьба 60° (NPT)
- Американская унифицированная резьба UN, полный профиль 60°
- UNJ 60° – дюймовая резьба с увеличенным радиусом впадины
- Американский упорный профиль 45° ABUT
- Трапецеидальная резьба 30° TR
- Резьба API Round (круглая) 60° – замковая резьба Американского нефтяного института
- Американская упорная резьба API Battress
- Круглая резьба RD 30° DIN 405
- ACME – американская трапецеидальная 29°
- STACME – укороченная ACME 29°
Весь ассортимент резьбовых твердосплавных пластин интернет-магазина CNCMagazine можно посмотреть здесь.
Типы резьбовых пластин, где применяются
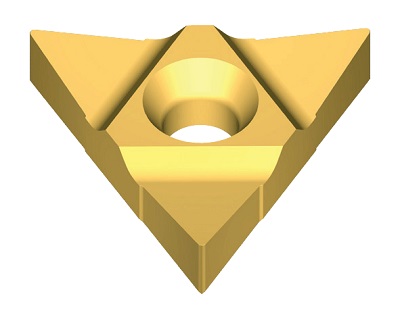
Один из простых способов получения наружной и внутренней резьбы в металлообработке – использование токарных резцов (как с напайками, так и со сменными пластинами). В данном обзоре мы рассмотрим нарезание резьбы с помощью державок с СМП.
Некоторые резьбовые пластины из обзора вы найдете в конце статьи.
Плюсы этого метода – с одним резцом можно использовать несколько сменных твердосплавных пластин различного размера и профиля. Это экономит время, средства и даже рабочее пространство для хранения инструмента. К тому полученная резьба выходит высокого качества.
Однако подача должна соответствовать шагу резьбы. На токарную резьбовую пластину ложится повышенная нагрузка из-за больших усилий резания, чем при обычных проходных операциях.
Резьбовые державки ставят как на универсальное оборудование, так и на станки с ЧПУ. Ситуации, когда лучше выбрать другой способ нарезания резьбы – обработка особо длинных шпилек, ходовых винтов, глубокие внутренние отверстия, вязкие материалы.
В токарной обработке используются резьбовые пластины различных типов. Рассмотрим наиболее распространенные.
Классификация пластин по профилю: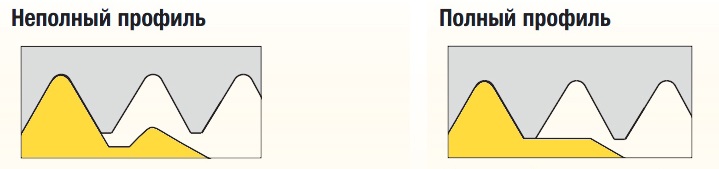
- Полный профиль – для нарезки точной резьбы заданного шага, без заусенцев. Дополнительная обработка вершины не требуется. Рекомендуются для серийного производства. Однако для каждого шага резьбы нужна будет своя пластина.
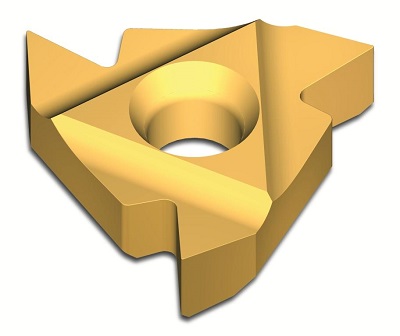
- Неполный профиль – форма зуба 55° или 60° для нарезки резьбы с различным шагом в определенном диапазоне. Наружный или внутренний диаметры должны быть точно обработаны. Рекомендуются при единичном производстве, универсальный инструмент.
- Многозубые пластины – полнопрофильный инструмент, требуется меньше проходов. Однако нужны стабильные условия резки и пространство для выхода последнего зуба пластины при окончании витка.
В свою очередь профиль резьбы может быть самым разнообразным, каждый вид соответствует каким-то стандартам и зашифрован в маркировке пластин.
По единицам измерения резьбу можно разделить на метрическую, дюймовую, модульную и питчевую. В метрических все основные параметры указаны в мм, в дюймовых – соответственно в дюймах. Шаг резьбы (TPI) – число витков на дюйм.
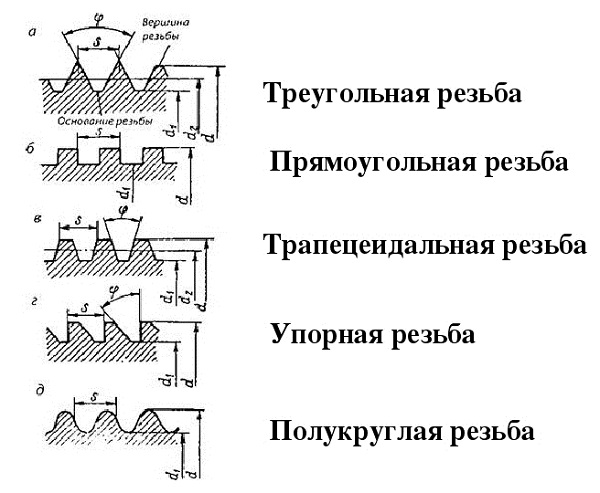
Резьба по форме профиля бывает треугольная, трапецеидальная, упорная, круглая и прямоугольная нестандартная.
Наиболее распространенная в России резьба:
- 60 − неполный профиль 60°
- 55 − неполный профиль 55°
- ISO − ISO метрическая полный профиль
- UN − UN американская полный профиль
- W − профиль Whitworth
- BSPT − BSPT британская трубная
- RND − круглая DIN 405
- TR − трапецеидальная DIN 103
- ACME – равнобокая трапеция, американский стандарт ACME
- STACME − укороченная ACME
- ABUT − Американская упорная
- UNJ – дюймовая резьба для аэрокосмической промышленности
- NPT − NPT
- API RD − API круглая
- BUT − API упорная
- API – замковая стандарта Американского нефтяного института
Ниже в статье мы еще подробно затронем каждый стандарт.
Классификация резьбовых пластин по геометрии:
|
Тип M/B |
Тип U |
Стандартные |
Многозубые |
Тип TKFT |
|
|
|
|
|
|
|
Геометрия со стружколомом |
Стандартная |
Стандартная |
Для высоко-производительной работы |
Дополнительный тип пластин |



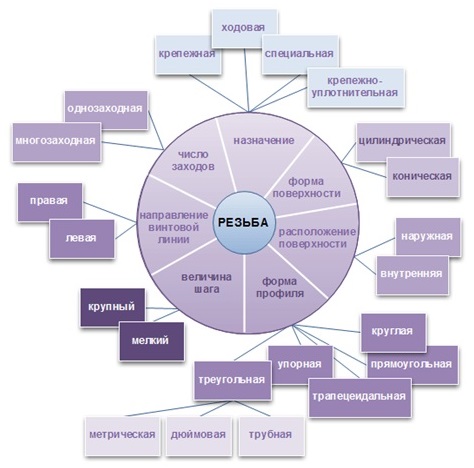
По размеру шага резьба бывает мелкая, крупная и специальная. По количеству заходов – однозаходная и многозаходная. Также по направлению винтовой линии резьба разделяется на правую (канавка нарезается по часовой стрелке) и левую (против часовой стрелке).
По расположению на рабочей поверхности резьба бывает наружная и внутренняя, от свойств самой поверхности – конической и цилиндрической. Также по назначению резьбы бывают крепежными, замковыми, ходовыми, крепежно-уплотнительными.
Тип пластины для резьбы можно «прочитать» в маркировке. Также в названии пластины обычно указан вид резьбы – E (наружная), I (внутренняя), R (правая), L (левая), RL (правая и левая).
Ниже на рисунке представлена краткая классификация резьбы:
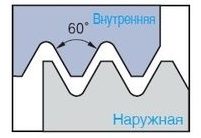
Внутренняя и наружная резьба
Хоть резьбовые пластины для внутренней и наружной резьбы похожи по форме и внешнему виду, для них не рекомендуется универсальное применение. То есть пластины для внутренней нарезки ставятся на соответствующую державку. Кроме того, у инструмента для внутренней обработки значительно меньший радиус при вершине, чем для наружного точения.
О том, как выбрать исполнение резьбового резца и направление подачи для наружной и внутренней резьбы, читайте в нашем блоге здесь.
Советы по нарезанию резьбы пластинами

Недостаточно правильно подобрать резьбонарезной инструмент, для качественного результата нужно соблюдать определенные рекомендации.
- Правильно выбирайте метод врезания пластины в заготовку.
А) Радиальное врезание хоть и применяется чаще всего, но не является рекомендованным.
Дело в том, что стружка в форме буквы V сложнее ломается, ее трудно эвакуировать. К тому же пластина при таком двухстороннем съеме металла сильно нагревается, подвергается ударам, что значительно сокращает срок службы инструмента.
В) Одностороннее боковое врезание уже лучше, так как инструмент перемещается вдоль линии точения под углом 30°. Стружка отходит легко, перегрева кромки не происходит. Однако возникают другие нюансы – дополнительная режущая кромка трется о боковую поверхность резьбы, что сокращает срок службы пластины, снижает качество обработанной поверхности, провоцирует вибрацию инструмента.
С) Модифицированное одностороннее боковое врезание – рекомендуется при нарезании резьбы резцами с пластинами. Угол врезания пластины при этом < 30°, вспомогательная кромка не задевает обрабатываемую поверхность.
D) Двухстороннее боковое врезание – рекомендуется для больших шагов стандартной резьбы и для трапецеидального профиля. Пластина врезается попеременно вдоль двух сторон профиля, что равномерно распределяет нагрузку, но нужно следить за эвакуацией стружки.
2. Уменьшайте глубину врезания в каждый проход.
Если не уменьшать глубину врезания после прохода, то значительно, в геометрической прогрессии увеличатся усилие резания и интенсивность съема металла.
- Используйте высокоточную подачу СОЖ в зону резания.
СОЖ дает преимущества при работе:
- Отсутствие перегрева режущей кромки.
- Отличный отвод стружки и контроль стружколомания.
Внутренняя подача смазочно-охлаждающей жидкости предпочтительнее внешней.
4. Тщательно сверяйте диаметр заготовки и шаг резьбы.
При большем диаметре заготовки возможно слишком глубокое врезание и поломка инструмента, при малом диаметре резьба может получиться не того диаметра.
5. Учитывайте радиус пластины при вершине.
Внутренние резьбовые пластины имеют меньший радиус при вершине, чем для наружной резьбы. У пластин NPT также малый радиус. Для увеличения стойкости инструмента с малым радиусом при вершине рекомендуется большее количество проходов при малой скорости резания.
6. Допускается предварительная токарная обработка поверхности.
Не все токари знают, что можно увеличить производительность и продлить стойкость пластин, если перед чистовым проходом обработать резьбу инструментом углом 55° или 60°.
При работе с малыми радиусами можно пройтись черновой пластиной с таким же углом, но большим радиусом при вершине, оставляя припуски на следующие чистовые проходы нужной пластиной.
7. Удаляйте заусенцы в первых проходах.
Заусенцы появляются обычно в начале работы, особенно при точении нержавейки и дуплексных сталей. Их следует обязательно удалять токарными инструментами. Профилактика появления заусенцев: правильное врезание пластины с учетом шага и цикла нарезания.
8. При плохом качестве обработанной поверхности устраняйте причины.
Попробуйте увеличить или уменьшить скорость резания, уменьшить глубину резания. Своевременно меняйте режущие кромки, испытайте другой метод врезания пластины. Также бывает достаточно увеличить подачу СОЖ и/или уменьшить вылет резца.
9. Если глубина профиля резьбы на выходе не соответствует заданной, проверьте высоту инструмента относительно оси центров, диаметр заготовки и износ режущей кромки пластины.
10. При плохом отводе стружки попробуйте снизить температуру в зоне резания (уменьшите скорость обработки, глубину врезания, сверьте диаметр точения). Также стружка может плохо ломаться при неправильном сплаве инструмента, недостаточной подаче СОЖ.
ISO метрическая резьба полный профиль 60°
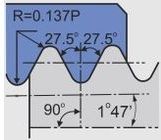
 Профиль резьбовой пластины представляет собой равносторонний треугольник с вершиной 60 градусов, V образная форма зуба. Часто применяется при изготовлении болтов, гаек, шпилек и винтов. В России это самая распространенная крепежная резьба для цилиндрических и конических деталей.
Профиль резьбовой пластины представляет собой равносторонний треугольник с вершиной 60 градусов, V образная форма зуба. Часто применяется при изготовлении болтов, гаек, шпилек и винтов. В России это самая распространенная крепежная резьба для цилиндрических и конических деталей.
Основные особенности и применение:
- Основные параметры – номинальный диаметр и шаг резьбы указаны в миллиметрах.
- По форме поверхности бывает цилиндрической и конической. Стык конической резьбы повышенной герметичности.
- Выступы и впадины профиля при вершине немного притуплены.
- Стандартная крепежная резьба, параметры определяются ГОСТ 9150-2002.
- Нарезка высокоточной завершенной резьбы заданного шага, без заусенцев.
- Под определенный шаг подбирается соответствующая пластина.
- Может применяться для больших шагов.
- Назначение: массовое серийное производство, все отрасли промышленности.
Резьба неполный профиль 60° и 55°
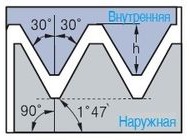
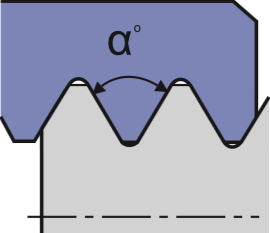 Универсальные пластины, можно нарезать резьбу различного шага в заданном диапазоне. Целесообразно использовать при штучном производстве деталей. Вершина с неизменным углом 60° или 55°.
Универсальные пластины, можно нарезать резьбу различного шага в заданном диапазоне. Целесообразно использовать при штучном производстве деталей. Вершина с неизменным углом 60° или 55°.
Основные особенности и применение:
- Необходимо точно обрабатывать наружный/внутренний диаметр.
- Для малого шага резьбы нужно использовать пластины с малым радиусом при вершине.
- Универсальный профиль не рекомендуется для серийного производства.
- Шаги резьбы могут быть как в мм, так и в нитках на дюйм.
Трубная резьба Whitworth 55°
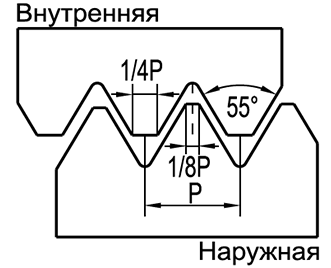 Британский стандарт Витворта для трубных соединений обозначается также как BSW, BSF, BSP, BSB, в зависимости от разновидности резьбы. Дюймовая резьба полного профиля, угол при вершине 55°. Раньше часто встречалась в промышленности Великобритании для резьб диаметром более ¼ дюйма.
Британский стандарт Витворта для трубных соединений обозначается также как BSW, BSF, BSP, BSB, в зависимости от разновидности резьбы. Дюймовая резьба полного профиля, угол при вершине 55°. Раньше часто встречалась в промышленности Великобритании для резьб диаметром более ¼ дюйма.
Основные особенности и применение:
- Количество ниток на дюйм зависят от диаметра болта.
- Нарезают на конических поверхностях, образующие которых наклонены к оси конуса (1:16).
- Наружная резьба коническая, внутренняя цилиндрическая.
- Крепежно-уплотнительная резьба используется для труб и фитингов, уплотняющихся с помощью уплотнителя в резьбе.
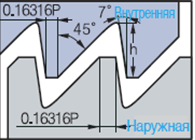
Британская трубная резьба BSPT 55°
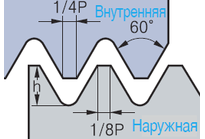
 Дюймовая крепежно-уплотнительная резьба полного профиля с закругленной вершиной. Угол при вершине 55°. Коническая трубная резьба британского стандарта BSPT используется в паровых, газовых и водяных трубах. Распространена в Европе в основном в пневматической промышленности и немного в гидравлике.
Дюймовая крепежно-уплотнительная резьба полного профиля с закругленной вершиной. Угол при вершине 55°. Коническая трубная резьба британского стандарта BSPT используется в паровых, газовых и водяных трубах. Распространена в Европе в основном в пневматической промышленности и немного в гидравлике.
Основные особенности и применение:
- Внутренняя коническая резьба для уплотняемых по резьбе соединений.
- Нарезают на конических поверхностях, образующие которых наклонены к оси конуса (1:16).
- Для уплотнения соединения требуется герметик, уплотняющая функция лежит на резьбе.
- Повторное применение резьбового соединения практически невозможно, рекомендуется для низкого давления с небольшим диапазоном изменения давления.
Американская коническая трубная резьба 60° (NPT)
 Коническая дюймовая резьба полного профиля американского стандарта. Может быть наружной и внутренней. Угол при вершине 60°. Стандарт NPT можно встретить в соединениях паровых, газовых и водяных труб, в частности в коленчатых и тройниковых соединениях. Трубная резьба в США одна из самых распространенных.
Коническая дюймовая резьба полного профиля американского стандарта. Может быть наружной и внутренней. Угол при вершине 60°. Стандарт NPT можно встретить в соединениях паровых, газовых и водяных труб, в частности в коленчатых и тройниковых соединениях. Трубная резьба в США одна из самых распространенных.
Основные особенности и применение:
- Повышенная герметичность даже в условиях сильного давления, благодаря штуцеру в форме зауженного конуса.
- Свойства резьбы используются в нефтяной, газовой промышленности, гидравлических системах и т.д., где необходим высокий запас надежности.
- Нарезают на конических поверхностях, образующие которых наклонены к оси конуса (1:16).
- Пропускной диаметр соединений от 1/16 до 24 дюймов.
Американская унифицированная резьба UN, полный профиль 60°
 Американская дюймовая крепежная резьба широко распространена в США и Канаде. Аналогичный полный профиль 60° как в метрической резьбе. Однако шаг и другие параметры измеряются в дюймах.
Американская дюймовая крепежная резьба широко распространена в США и Канаде. Аналогичный полный профиль 60° как в метрической резьбе. Однако шаг и другие параметры измеряются в дюймах.
UNC – крупные резьбы, UNF – с мелким шагом. Встречаются также резьбы UNEF (супермелкая) и UNS (специализированная крупная).
Основные особенности и применение:
- Цилиндрическая дюймовая резьба, UNF – аналог BSW.
- Применяется для высокопрочных и регулировочных соединений.
- Широкое использование в газовой, сантехнической, общепромышленной сфере.
- Методы нарезания не отличаются от обработки резьб метрического полного профиля.
UNJ 60°– дюймовая резьба с увеличенным радиусом впадины
 Американская унифицированная резьба повышенной точности применяется в авиационной и космической промышленности, где требуется усталостная прочность. Угол профиля скругленный треугольник 60°.
Американская унифицированная резьба повышенной точности применяется в авиационной и космической промышленности, где требуется усталостная прочность. Угол профиля скругленный треугольник 60°.
- Наружные резьбы обязательно нужно нарезать с определенным радиусом впадины профиля.
- Внутренние резьбы не обязательно нарезаются со скруглениями на вершинах и впадинах профиля.
Аэрокосмическая резьба UNJ бывает с супермелким, мелким, стандартным и крупным шагом.
ABUT Американский упорный профиль 45°
 Упорная ходовая резьба стандарта США, профиль имеет форму неравнобокой трапеции с основным углом 45°. Впадины профиля затуплены.
Упорная ходовая резьба стандарта США, профиль имеет форму неравнобокой трапеции с основным углом 45°. Впадины профиля затуплены.
Основные особенности и применение:
- Резьба используется для передачи движения в условиях высоких осевых нагрузок, мощных усилий в одном направлении.
- Шаги обычно обозначаются в нитках на дюйм.
Трапецеидальная резьба 30° TR
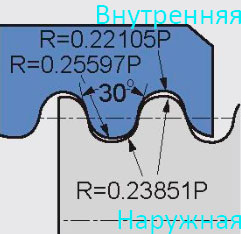
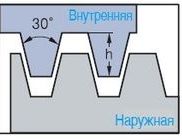 Метрическая ходовая нестандартная резьба. Профиль в виде равнобедренной трапеции с углом 30° между боковыми сторонами, шаг резьбы указывается в миллиметрах. Используется в механизмах, где необходимо вращательное движение преобразовать в поступательное. Процесс движения осуществляется в тандеме «винт-гайка». Износоустойчивость выше, чем у трубной резьбы.
Метрическая ходовая нестандартная резьба. Профиль в виде равнобедренной трапеции с углом 30° между боковыми сторонами, шаг резьбы указывается в миллиметрах. Используется в механизмах, где необходимо вращательное движение преобразовать в поступательное. Процесс движения осуществляется в тандеме «винт-гайка». Износоустойчивость выше, чем у трубной резьбы.
Основные особенности и применение:
- Широко применяется в промышленности в ходовых винтах станков, силовых винтах прессов, подъемных винтах и т.д.
- Резьба выдерживает сильные нагрузки, при этом сила трения стыков должна быть минимальной. Сильное трение ведет к напряжению во впадинах резьбы.
- Является самотормозящей, что предотвращает деформацию резьбы при сильных нагрузках.
- В подъемных механизмах в положении покоя не требуется дополнительная фиксация.
- Чаще всего используется средний шаг, но может быть нарезан крупный и мелкий.
- Благодаря профилю резьба может быть использована для реверсивного поступательного движения.
- Радиальные зазоры выявляются размещением резьбы посредине диаметра.
- Трапецеидальную резьбу не рекомендуется использовать в механизмах, где возникает высокая вибрация.
Существует трапецеидальная резьба с углом профиля 15, 24, 30, 40°.
Резьба API Round 60° (круглая) – замковая резьба Американского нефтяного института
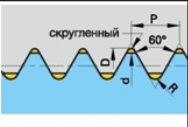
 Треугольная коническая замковая резьба API RD используется в элементах бурильных колонн, в насосно-компрессионных и обсадных трубах. Профиль резьбы – треугольники с закругленными вершинами и впадинами. Угол при вершине 60°. Шаг обозначается в миллиметрах и нитках на дюйм.
Треугольная коническая замковая резьба API RD используется в элементах бурильных колонн, в насосно-компрессионных и обсадных трубах. Профиль резьбы – треугольники с закругленными вершинами и впадинами. Угол при вершине 60°. Шаг обозначается в миллиметрах и нитках на дюйм.
Американская упорная резьба API Battress
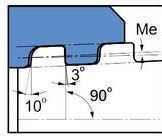 Упорная ходовая резьба применяется в нефтяной и газовой промышленности на обсадных трубах. Резьба Баттресса имеет форму профиля в виде скругленной неравнобокой трапеции. Угол наклона сторон трапеции 3° и 10°. Конусность 1:16.
Упорная ходовая резьба применяется в нефтяной и газовой промышленности на обсадных трубах. Резьба Баттресса имеет форму профиля в виде скругленной неравнобокой трапеции. Угол наклона сторон трапеции 3° и 10°. Конусность 1:16.
Основные особенности и применение:
- Упорная резьба применяется в соединениях, где винт передает значительные усилия в одном направлении.
- Отличается высокой герметичностью при соблюдении допусков.
Круглая резьба RD 30° DIN 405
 Профиль в виде круглых дуг с углом 30° между сторонами. Используется в пищевой и в частности в молочной промышленности, горном деле, а также в пожарной технике. Пластины с полным профилем, единицы измерения в дюймах.
Профиль в виде круглых дуг с углом 30° между сторонами. Используется в пищевой и в частности в молочной промышленности, горном деле, а также в пожарной технике. Пластины с полным профилем, единицы измерения в дюймах.
Цилиндрическая круглая резьба немецкого стандарта применяется в грузоподъемных крюках, водопроводной арматуре и других механизмах, где возможно воздействие агрессивной среды.
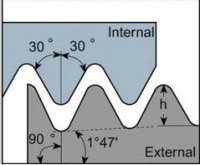
ACME – американская трапецеидальная 29°
 Трапецеидальная резьба стандарта США с углом профиля 29° используется в ходовых винтах в широкой области машиностроения. Шаги и другие параметры измеряются в дюймах. Профиль в виде равносторонней трапеции. Применение схоже с трапецеидальной резьбой 30°.
Трапецеидальная резьба стандарта США с углом профиля 29° используется в ходовых винтах в широкой области машиностроения. Шаги и другие параметры измеряются в дюймах. Профиль в виде равносторонней трапеции. Применение схоже с трапецеидальной резьбой 30°.
STACME – укороченная ACME 29°
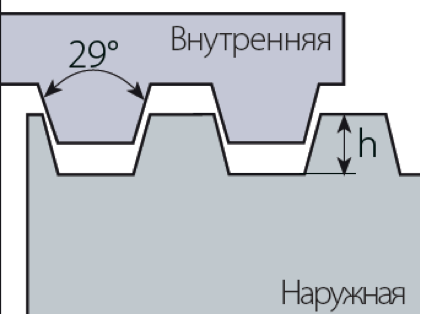 STUB ACME − трапецеидальная резьба с уменьшенной высотой профиля, угол также как у стандартной ACME составляет 29°. Используется в тонкостенных трубных резьбовых соединениях в нефтегазовой промышленности.
STUB ACME − трапецеидальная резьба с уменьшенной высотой профиля, угол также как у стандартной ACME составляет 29°. Используется в тонкостенных трубных резьбовых соединениях в нефтегазовой промышленности.
Это одни из самых распространенных стандартов резьбовых соединений. Весь ассортимент резьбовых пластин интернет-магазина по ссылке. Резьбовые державки для СМП здесь.
Если вам необходимо подобрать резьбовые твердосплавные пластины, державки, оправки и другой инструмент для металлообработки, обращайтесь к нашим менеджерам: sales@cncmagazine.ru, 8 800 555-4116.
Консультации технолога, подбор аналогов для оптимизации затрат на производстве.