Электроэрозия в металлообработке – принцип работы, плюсы и минусы метода | Обзор электроэрозионных приборов – экстракторов и супердрели

Содержание:
1. Что такое электроэрозионная обработка металлов.
2. Преимущества и недостатки технологии.
3. Обзор и принцип работы электроэрозионных экстракторов.
4. Обзор супердрели: принцип работы, плюсы и минусы приборов.
В статье мы рассмотрим именно прожигание электроэрозией металлов для удаления инструмента и «сверления» глубоких отверстий малого диаметра. Это не такой простой процесс, как кажется, в электроэрозионной обработке много особенностей. Попробуем рассмотреть эту тему подробнее.
Что такое электроэрозионная обработка металлов
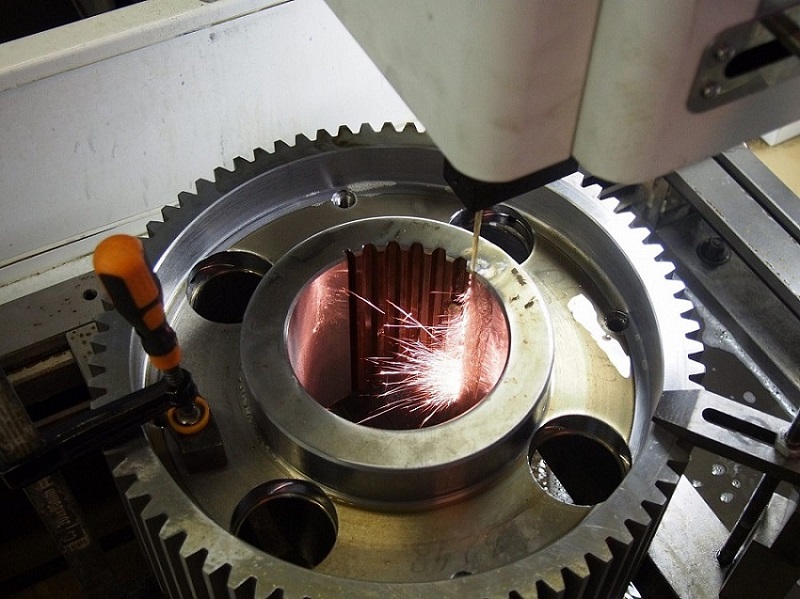
 Электроэрозионная обработка (ЭЭО) – воздействие на металлы электрическими разрядами (импульсами), которые возникают между электродом и поверхностью заготовки, вследствие чего материал меняет форму, размер, шероховатость и другие свойства.
Электроэрозионная обработка (ЭЭО) – воздействие на металлы электрическими разрядами (импульсами), которые возникают между электродом и поверхностью заготовки, вследствие чего материал меняет форму, размер, шероховатость и другие свойства.
Немного истории. Впервые об электроэрозии заговорили в 1938 году, когда советский ученый Л. А. Юткин выявил, что серия электроискровых разрядов вызывает формообразующие гидравлические толчки. Эта инженерная находка дала старт электроискровой штамповке металлов и послужила следующей ступенью для развития методов формообразования электроразрядами.
Датой рождения ЭЭО считают 10 мая 1943 года, когда советские ученые Б. Р. Лазаренко и Н. И. Лазаренко в результате практических опытов выявили, что если поместить электроды в жидкий диэлектрик и размыкать электрическую цепь, то жидкость сразу мутнеет, в ней начинают плавать микроскопические металлические шарики. К слову, именно Б. Р.Лазаренко существенно повлиял на освоение Китаем электроэрозионных технологий.
А уже в 1969 году в Швейцарии компания AGIE презентовала первый электроэрозионный станок для импульсной обработки непрофилированным электродом с ЧПУ.
Применение электроэрозии сегодня
ЭЭО на практике сегодня – это изменение размеров изделий из металла, создание отверстий различного диаметра и формы, нанесение маркировки, извлечение сломанного инструмента и крепежа из узлов, деталей, шлифовка, резка, а также получение фасонных полостей, канавок и пазов в деталях, упрочнение поверхности и т.д.
Электро эрозия позволяет с минимальными усилиями решать различные задачи, где применение других технологий невозможно или нецелесообразно, в том числе экономически.
Преимущества и недостатки технологии
Обработка металлов электроэрозией отличается от химической обработки.
 Плюсы и минусы ЭЭО по сравнению с «химией»:
Плюсы и минусы ЭЭО по сравнению с «химией»:
- Анодное растворение быстрее, чем электроэрозия, однако точность последней намного выше. К тому же зону, которую не нужно обрабатывать, необходимо каким-то образом защитить от химического раствора. Поэтому при химическом растворении о правильной форме отверстия и лунки, острых кромках и углах говорить не приходится.
- При электрохимической обработке металлов дефектный слой отсутствует. Однако при ЭЭО дефекты незначительны – от нескольких микрон до сотых, зависит от режимов обработки.
- При химической обработке необходимо соблюдать температурные режимы, при электроэрозии – не обязательно. Риск возникновения трещин материала отсутствует.
- Износ электрода при ЭЭИ. Да, при химической обработке такой проблемы нет, но есть другая – необходимость пассивации поверхности.
Основные преимущества электроэрозионной обработки металлов:
- Обработке поддаются любые токопроводящие материалы, в том числе твердые, прочные, или наоборот, вязкие и хрупкие.
- В качестве расходников используются электроды-инструменты (ЭИ) − например, латунные, медные, вольфрамовые и алюминиевые стержни. При этом износ у них относительно небольшой. Это позволяет экономить режущий инструмент из стали, твердых сплавов, абразивный инструмент.
- Возможность использования электродов нужной формы и размера – цилиндр, шестигранник, плоский профиль и т.п.
- Можно разрезать дорогие сплавы и материалы по двум координатам, с минимальной шириной среза.
- Становится возможной обработка глубоких отверстий, щелей (даже с переменным сечением по оси), расположенных, в том числе в труднодоступных местах. Прошивание отверстий специальной проволокой на электроэрозионных станках и т.д.
- Извлечение сломанных инструментов или крепежей происходит без нарушения резьбы, чаще всего не требуется демонтаж узла, детали, установка их на станину и т.д. Магнитная головка с закрепленным электродом позволяет совершать нужные манипуляции на месте. Особенно важно это при работе с крупногабаритными деталями, конструкциями.
- Автоматическая и полуавтоматическая работа электроэрозионного оборудования позволяет сэкономить рабочие ресурсы.
- Так как нет силового воздействия на материал, можно без опасений обрабатывать тонкостенные и нежесткие конструкции.
- Как правило, электроэрозионные станки и приборы имеют широкий диапазон работы, что обеспечивает необходимую мощность, производительность, точность и т.д. Также в ряде случаев возможна не только черновая, но и чистовая обработка.
Какие же недостатки ЭЭО?
- При чистовой обработке низкая производительность, при этом расход электроэнергии стандартный.
- В процессе работы нужна вода-диэлектрик, а это в некоторых случаях делает невозможным применение электроэрозионного прибора либо усложняет его использование.
- На точность ЭЭО и шероховатость обработанной поверхности влияют несколько факторов, которые не всегда можно контролировать.
- До сих пор нельзя с высокой точностью спрогнозировать степень износа и общий расход электродов.
- Электроэрозионные станки, в том числе настольные портативные – недешевые. Их применение целесообразно, если задачи, которые решаются с их помощью, требуют частого решения. Либо если производство связано с дорогостоящими деталями, материалами, когда невозможно полностью заменить узел, деталь и т.п. Например, необходимо извлекать сломанные метчики из дорогостоящего узла или в автомастерской нужно регулярно удалять сломанные болты ступицы и т.п. Тогда покупка электроэрозионного прибора быстро окупает себя.
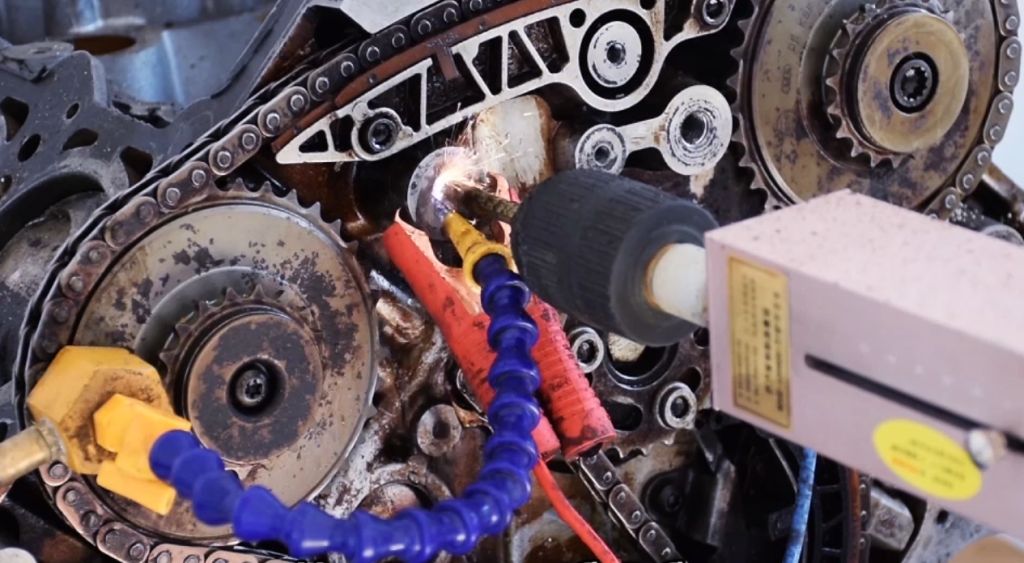
Одно из направлений, где электроэрозия нашла широкое применение – извлечение обломков инструмента из деталей, узлов и т. д. Выжиганием можно безопасно и быстро удалять сломанные метчики, болты, сверла и другой инструмент. Этот способ оправдан, когда нельзя повредить отверстие, из которого извлекаются обломки, когда изготавливаемая деталь достаточно дорогая, чтобы ее списать в брак.
Стоимость электроэрозионных экстракторов отличается у разных производителей, разброс цен довольно существенный.
Однако радует то, что в Поднебесной уже давно и успешно изготавливают электроэрозионные приборы для извлечения сломанных инструментов и портативные супердрели – высокого качества по очень конкурентоспособной цене.
Например, портативные экстракторы EDM-8C и SFX-4000B, также компактная супердрель электроэрозионная MB-2000C от китайского бренда XINCHENG. Переходите по ссылкам в карточки товара нашего интернет-магазина, чтобы почитать подробнее о приборах, посмотреть видео-обзоры и узнать их актуальную стоимость с учетом НДС.

Обзор и принцип работы электроэрозионных экстракторов
ЭЭО технология нашла свое применение в металлообработке и других сферах – для извлечения обломков метчиков и другого резьбонарезного инструмента, обломков сверл, болтов и другого инструмента.
Для этой цели были созданы приборы разной степени компактности – электроэрозионные экстракторы. Они отличаются друг от друга мощностью (что влияет на скорость обработки), диаметрами электродов, диапазоном обработки и другими параметрами. Электроэрозионным экстракторам под силу прожиг даже твердых сплавов.
Принцип работы экстрактора:
- К извлекаемому инструменту перпендикулярно подводится электрод. Как правило, у головки прибора имеется магнитное основание, что облегчает позиционирование электрода и позволяет не демонтировать узел, деталь.
- На зону выжигания подключается подача диэлектрика.
- Выбираете нужный режим, нужную мощность и приступаете к работе.
- Искры, возникающие при контакте электрода и металла, постепенно разрушают материал. Обычно на это требуется несколько минут.
- Вода не только охлаждает электрод и деталь, но и вымывает продукты разрушенного металла.
- После разрушения обломка или при выжигании отверстия на достаточную глубину (для извлечения инструмента выкручиванием), обработку останавливают. Либо прибор сам автоматически завершает работу, достигнув задачи. Зависит от функциональности прибора.
- Далее удаляют обломки инструмента или применяют отвертки, ключи-шестигранники для выкручивания.
Резьба остается целой и невредимой! Как и деталь, узел или конструкция – без повреждений. Зачастую не требуется предварительный демонтаж изделия. И это главные достоинства электроэрозионного экстрактора.
Рекомендации по удалению/выжиганию сломанных метчиков, сверл, болтов:
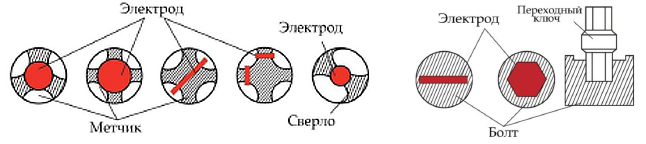
- Инструмент малого диаметра от 2 мм (до М10) можно безопасно извлечь, разрушив его среднюю часть. Обломки позже легко удаляются.
- Инструмент диаметром побольше (М14-М18) можно извлечь, прожигая плоское отверстие под отвертку и т.п.
- Метчики с размером резьбы М20-М30 можно легко удалить, прожигая в двух местах режущие кромки инструмента.
- Для болтов М6-М16 оптимально использовать прожиг плоским электродом, чтобы также его безопасно выкрутить.
- В болтах М16-М30 и безканавочных метчиках размером более М10 необходимо выжечь отверстие электродом в виде шестигранника. Для выкручивания обломка применяется соответствующий ключ-шестигранник.


Интересно, а какая максимальная длина и минимальный диаметр электродов применяется в экстракторах? Зависит от модели, но в большинстве случаев портативные приборы имеют такие данные: минимальный диаметр электрода 0.8-1.0 мм, максимальный 12-13 мм. Максимальный ход по оси 70-300 мм.
Такие приборы, как электроэрозионные супердрели могут похвастаться более тонкими электродами (от 0.1 мм), но у них и задачи другие. Рассмотрим, для чего нужна супердрель.
Обзор супердрели: принцип работы, плюсы и минусы приборов
Супердрель – компактный электроэрозионный станок для прошивки (сверления) сверхтонких отверстий в металле методом электроэрозии. Бывают также массивные прошивные станки с ЧПУ.
Диаметр электродов супердрели начинается от 0.1 мм, при этом ход станка позволяет прошивать тонкие отверстия глубиной вплоть до 600 мм. Точность прошивных станков с ЧПУ достигает 0,003 мм.
Одна из моделей компактной супердрели MB-2000C по демократичной цене представлена в нашем интернет-магазине.
 Как работает электроэрозионная супердрель
Как работает электроэрозионная супердрель
- Прожигание отверстий электрическим током осуществляется вращающимся полым электродом (латунь, вольфрам, медь, алюминий).
- Через отверстия в электроде подается вода, а образующиеся пузырьки пара вокруг стержня увеличивают воздействие тока на металл.
- Жидкость охлаждает рабочую зону, вымывает частички сожженного металла и облегчает вращение электрода.
- Металлическая заготовка, деталь – это анод токопроводящей системы прибора. Катод – полый стрежень, он минимально разрушается. А под воздействием электрического тока материал заготовки, анод легко разрушается.
- Электрический ток при такой прошивке минимальный, а обороты электрода достигают всего 100 об./мин, но этого достаточно.
- Механическое сопротивление материала и биение отсутствует, поэтому отверстия получаются идеально ровными, цилиндрической формы.
- Специальная направляющая втулка удерживает стержень строго перпендикулярно к обрабатываемой заготовке, детали, тем самым обеспечивая необходимую точность обработки. Высочайшая точность обработки достигается также применением технологий с ЧПУ на электроэрозионных станках.
Преимущества и недостатки электроэрозионной супердрели
Плюсы приборов:
- Получение сверхтонких и при этом высокоточных отверстий в металле – диаметром от 0.2 до 3-6 мм и глубиной до 600 мм.
- Соотношение диаметра стержня к глубине отверстия до 1:200, 1:300 в зависимости от модели. Ни одна технология стандартного сверления не может достичь таких результатов.
- Обработке подвергаются любые токопроводящие металлы и сплавы: сталь, в том числе нержавеющая и углеродистая, чугун, алюминий, медь, титан, различные инструментальные сплавы, твердый сплав.
- Стенки отверстия не перегреваются, деформация структуры металла отсутствует, визуально обработанный металл ничем не отличается от необработанного.
- Универсальность приборов: получение отверстий очень маленького диаметра, стартовых отверстий, сверление отверстий в труднообрабатываемых поверхностях (круглые, наклонные, изогнутые), создание отверстий в двигателях, фильтрах, металлорежущем инструменте для подвода СОЖ и пр. Возможно также выжигание обломков инструментов малого диаметра – 2 мм и менее.
- Широкое применение приборов: металлообрабатывающая, инструментальная, электронная промышленность, машиностроение и авиационный рынок, медицина и т.д.
Минусы супердрели:
- В главный недостаток прошивных станков так и просится их высокая цена. Но уникальный функционал, устройство приборов, станков более чем соответствует стоимости. Особенно доступны по цене китайские экземпляры. Поэтому стоимость приборов мы не будем включать в недостатки.
- При длительной обработке нужно защитить деталь/заготовку от коррозии.
- Нельзя использовать гнутые электроды, стержень должен быть идеально ровным.
- Технология хоть и простая, требует от оператора станка знаний электроэрозионной обработки относительно того, на каких материалах какой используется стержень, как добиться точности обработки, выбор диэлектрика, импульсного режима и прочие нюансы.
Компактные супердрели – это лишь малая часть электроэрозионной обработки. Популярны на рынке также копировально-прошивные станки, проволочно-вырезные станки.
И напоследок рекомендации по выбору материала электрода для различных металлов:

|
Обрабатываемый материал |
Рекомендуемый электрод |
Примечания |
|
Углеродистые, легированные коррозионностойкие стали и магнитные сплавы |
Медь, графит |
|
|
Твердые сплавы |
Сплав меди и вольфрама, латунь |
Высокая стоимость, высокая эрозионная стойкость, отличная теплопроводность |
|
Чугун |
Латунь, сплав меди и вольфрама |
Низкая стоимость, малый износ |
|
Титан, сплавы |
Латунь, сплав меди и вольфрама, медь, графит |
|
|
Алюминий, сплавы |
Медь, графит |
|
|
Жаропрочные материалы |
Алюминий |
Предварительная обработка отверстий, низкая эрозионная стойкость |
|
Медь, сплавы |
Медь, латунь, графит |
|
Мы затронули лишь малую часть сферы электроэрозионной обработки металлов. Эта интересная тема, сложная и простая одновременно.
Будем рады подобрать для вас портативный ЭЭ экстрактор для выжигания сломанного инструмента, крепежей или компактную ЭЭ супердрель. Интернет-магазин CNCMagazine − официальный дистрибьютор компании XINCHENG (Китай) в России.
Пишите: sales@cncmagazine.ru
Звоните: 8 (800) 555-41-16 (бесплатно по России)
Доставка по РФ и СНГ